CERADRESS CVD - Perfect for dressing tools
Diamond profile rolls are used in all areas of medium and high volume production. For grinding processes the geometry of the component has to be produced and transferred to the grinding wheel in a quick and process safe manner.
The profile rolls reinforced with CERADRESS CVD maintain the geometry information of the work piece to be grinded and transfer it to the grinding wheel in a piercing operation.
The geometry and surface quality that can be achieved with the work piece are determined by the profile roll and can be influenced only partly in the subsequent dressing process. The sophisticated equipment with CERADRESS CVD diamonds on the profile roll, especially in the areas of strong wear of the grinding wheel, guarantees the successful application of the grinding wheel. CERADRESS CVD diamond is ideally suited for applications with interrupted cuts. CERADRESS CVD - perfect for dressing tools.
| Automotive Industry such as crankshafts and camshafts | |
| Automotive Suppliers such as injection needles and valves | |
| Turbine Construction such as rotor blades and stators |
|
CERADRESS CVD is used in standing and rotating dressing tools. Particularly good results were obtained when dressing grinding wheels of soft and medium hardness.
Diamond form rolls are used for straight and profile dressing of conventional grinding wheels in CNC grinding machines. The areas of applications reach from individual part manufacturing to mass production e.g. in engine production (valves, injector needles). Diamond form rolls can be adjusted to specifically meet certain process tasks. These modifications can be achieved by the use of either CERATONIA natural or synthetic diamonds, in a scattered or hand set layout and in conjunction with a wear resistant sintered metal bond.
Especially form rolls equipped with CERADRESS CVD sticks allow to take influence on the dressing and grinding process in a flexible way. The radii are very often reinforced with CERATONIA CVD diamonds to maintain the shape. Important values that determine the CERADRESS CVD configuration of a form roll for a specific dressing task are: grinding wheel specifications, required work piece geometry, surface quality, machine specifications, economic factors.
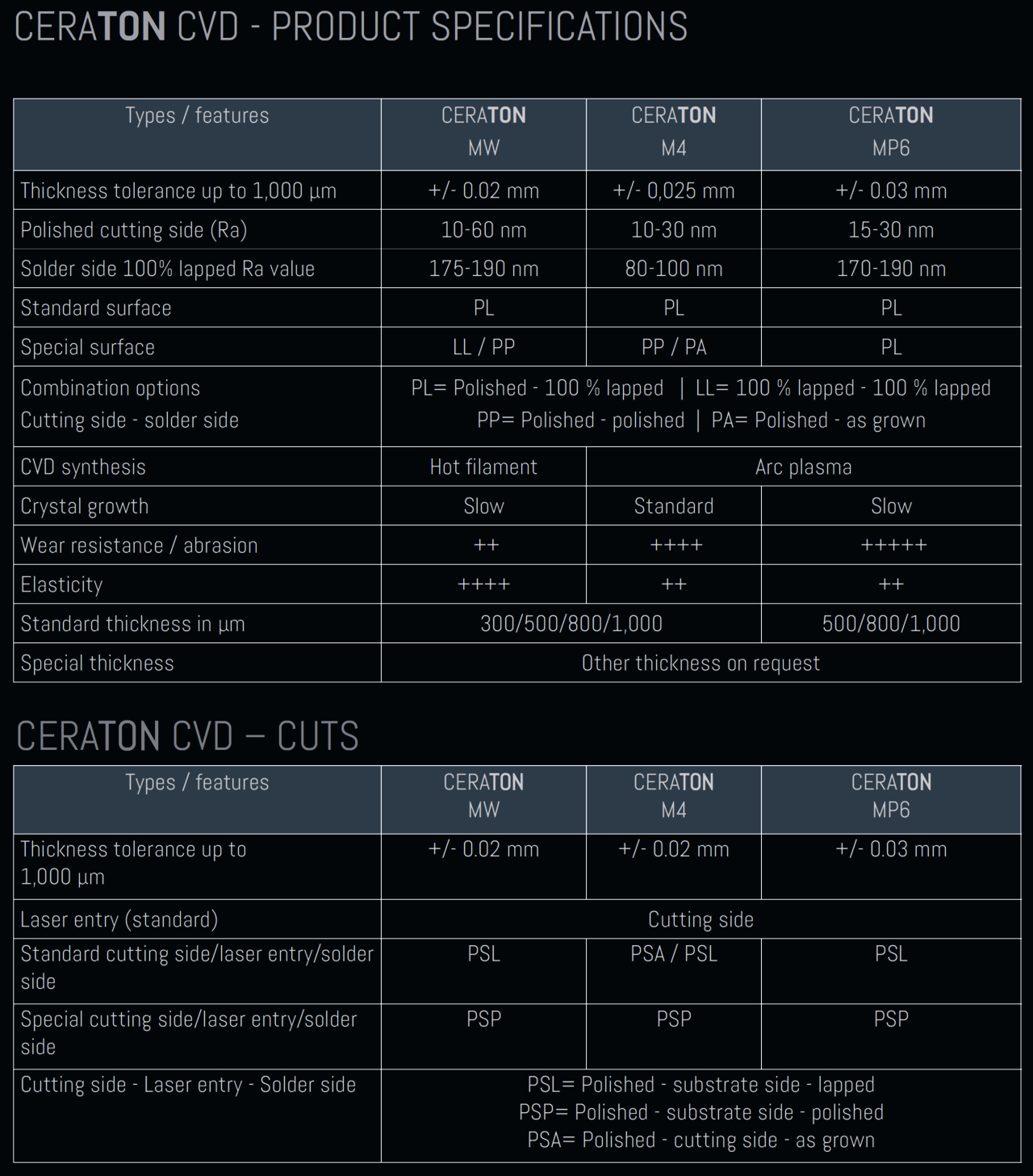
CERATON CVD
The proven CVD diamond cutting materials by CERATONIA for machining, even in interrupted cutting and wear parts
In general CERATON CVD is suitable of the machining non-ferrous materials, like with CERADITE PCD. Even applications that require the use of single crystals (synthetic or natural), due to high surface quality requirements have been mastered by CERATON CVD. The use of CERATON CVD is recommended for turning, milling and general machining of high abrasive materials, where PCD shows insufficient lifetime.
The CERATON CVD diamond thick layer offers a high potential for dry machining of non-ferrous materials. The coefficient of friction of PCD compared to the CVD thick layer for AlSi alloys is μ=0,20 vs. μ=0,80 and for aluminum bronze μ=0,15 vs. μ=0,10. In comparison to a vapor deposited diamond layer on carbide the CERATON CVD diamond thick layer is even lower by the factor 3-4. It is possible to implement a chip braker groove in the rake face of the cutting edge by using a laser (similar to PCD). Here mostly a layer thickness of 800μ or 1000μ is used.
The CERATON blanks are available with a polished or matt surface. The polished version is mostly used in machining and the matt version in wear protection applications; depending on requirements and applications resulting from consultations with the tool manufacturer.
Since 2004 CERATON MW turned out to be the most versatile type, be it for turning, interrupted cuts in nose end mills or in milling inserts. The focus of development is on a permanent improvement of consistency and the homogenity of the material properties. This way the batches can be produced with optimal conformity and therefore provide reliable performances in their various applications. This product quality makes CERATON CVD the most used CVD cutting material in the industry today.
CVD instead of CERADITE PCD? CERATON CVD is the product of choice.
Mostly 500μ thick free standing layers are used, similar to the traditional use of PCD. For applications that require a higher thermal conductivity, 800μ or 1000μ are the better alternatives. This also enables the tool manufacturer to implement a chip groove close to the cutting edge. The diamond layer is easier to cut with a laser than the carbide carrier layer. This facilitates the implementation of the clearance angles, provided the tool production works with lasers. The effort for grinding is certainly higher with a thicker layer.
In general CVD can be processed in similar ways like natural diamond or synthetic mono crystals. High temperature vacuum and the use of active brazing alloys are recommended for the fixation on the carbide carrier. The fine grained opposite side is delivered in polished condition. Mechanical processing with the use of spark erosion is not possible because CERATON CVD , like a natural diamond, is electrically not conductive. Especially the use of lasers for the finishing process of the cutting edge do not require electric conductivity. This way an excellent quality of the cutting edges can be a achieved without grinding
The grain size of the substrate side – later used as cutting edge in cutting tools – is below 1μ. Compared to CERADITE PCD CD F1, with an average grain size of 0.5-0.8μ, the cutting edge of all CERATON CVD types shows significantly less chipping.
On the opposite side (growth side) the grain size of the pillar shaped crystals is around 20μ. This way the “deeper layers” mechanical forces are well conducted. This unifies the high resistance against impact forces and wear of fine CERADITE PCD (good surface) and a coarser grain size (high lifetime). The diamond density used in CERADITE PCD Type M (mixed grit) is in the very nature of the CERATON CVD product: 99,x % diamond.
Direct crystalline structures and purity allow an unbeatable resistance against chemical wear as well as a reduced tendency for chippings. The extremely high strength of 83 GPa is approx. 60 % above the common types of PCD (50 GPa) and of natural diamond (52-102 GPa, depending on the orientation of the single crystal). The thermal conductivity corresponds to natural diamond (see tables). The quality of the work piece surface and the lifetime exceed the ones of PCD by far. Tools equipped with CERATON CVD are significantly cheaper in price than tools with synthetic mono crystals. Inclusions, like in doped CVD, will increase the electric conductivity but at the same time positive properties like hardness, thermal conductivity and strength are reduced towards PCD level. This is the reason why there are no sensible applications for this.
CVD stands for: Chemical Vapour Deposition. CERATON is produced in a vacuum at temperatures of approx. 1200 °C. This happens without the addition of metallic catalysts. The gas flows over the surface of a carrier (substrate), where the diamond crystals sprout and grow to an even, polycrystalline diamond layer with randomly oriented single crystals. The desired thickness tolerance is reached by lapping and polishing of the back side (growth side).
For machining applications, the surface of the substrate side is polished. Ceratonia cut the blanks in the desired shape according to customer drawings by laser.
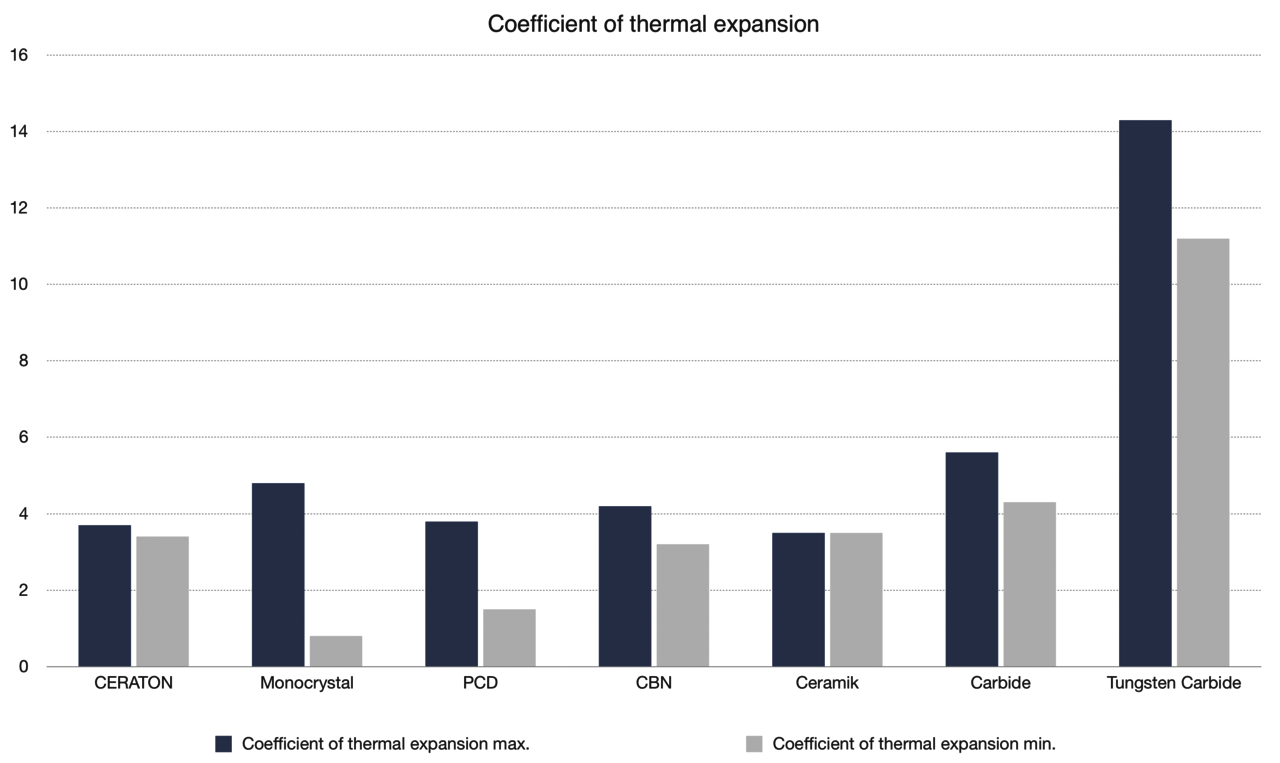
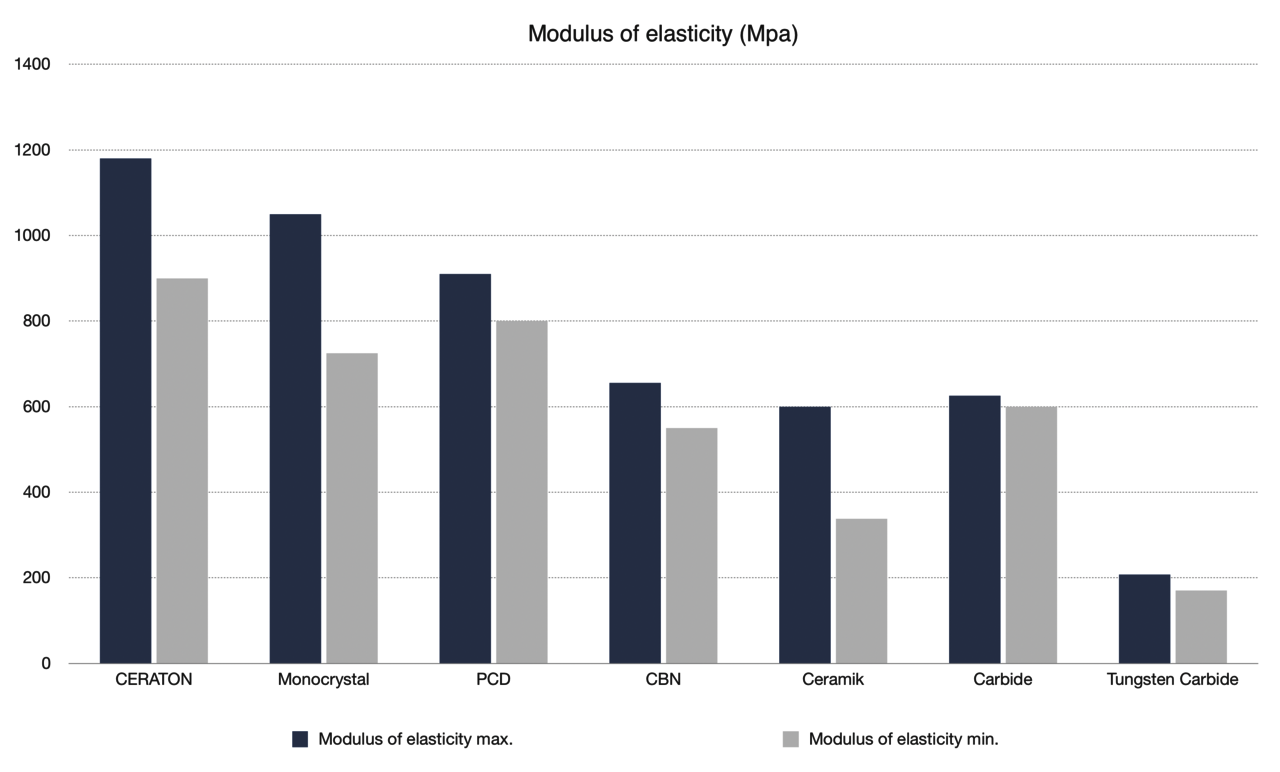
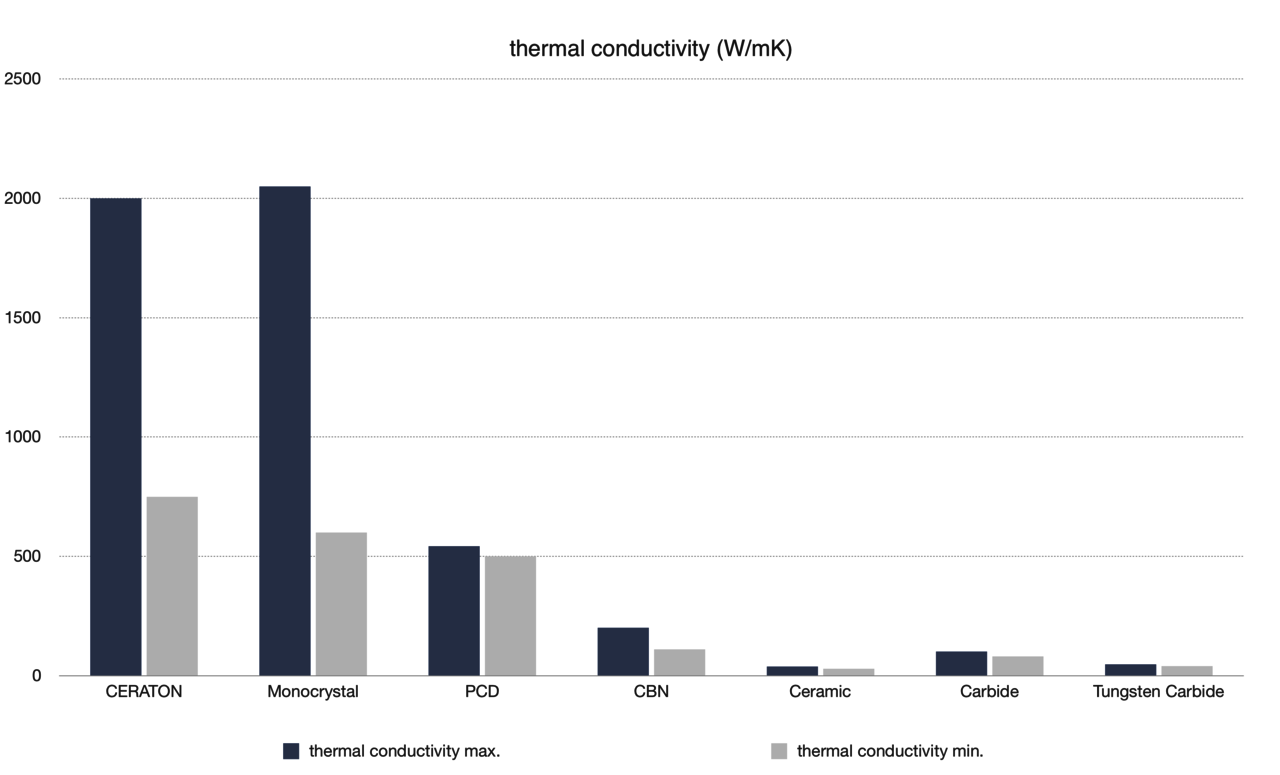
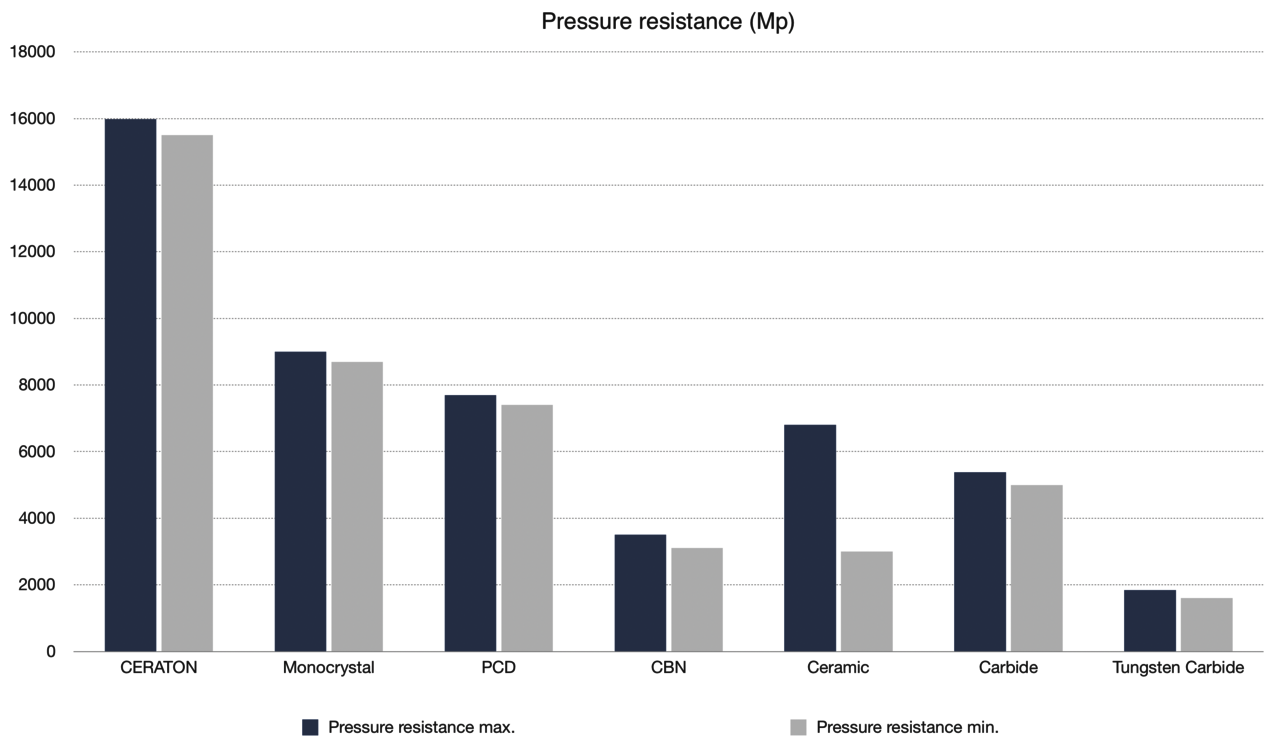
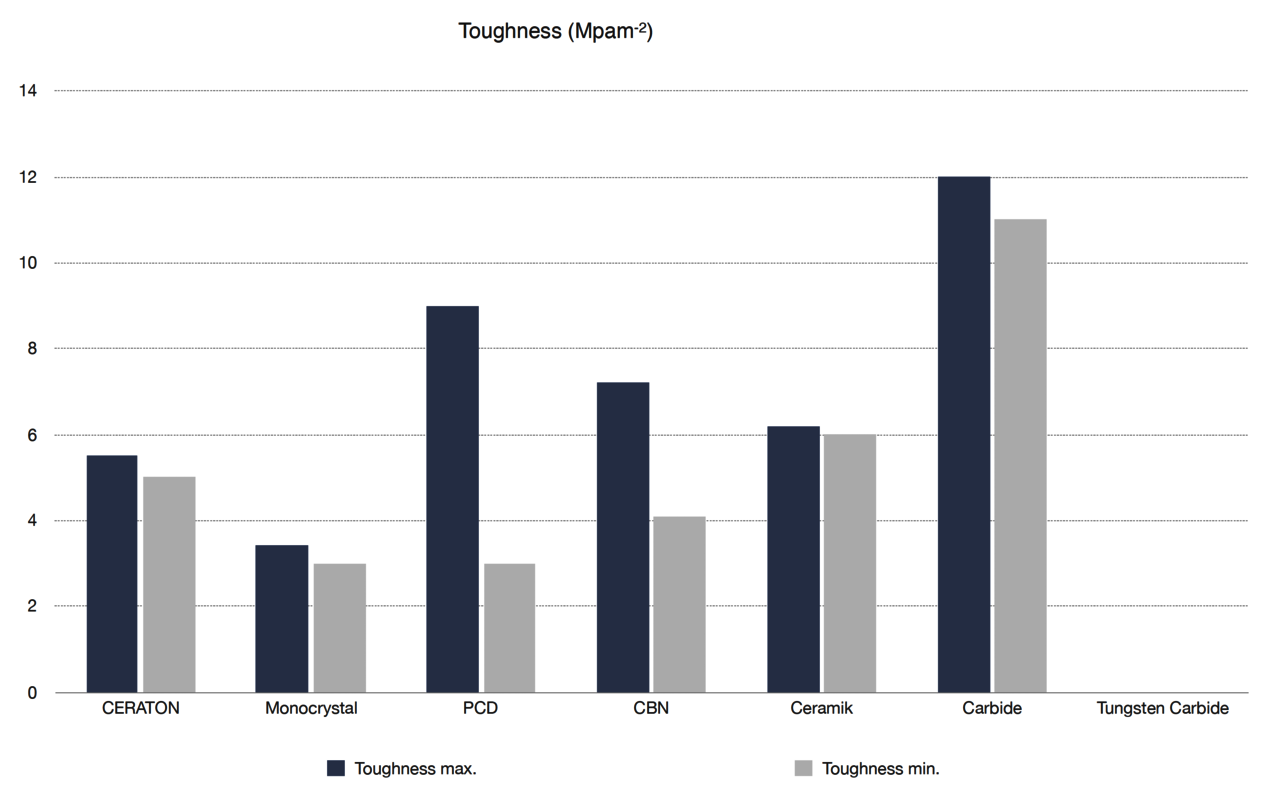
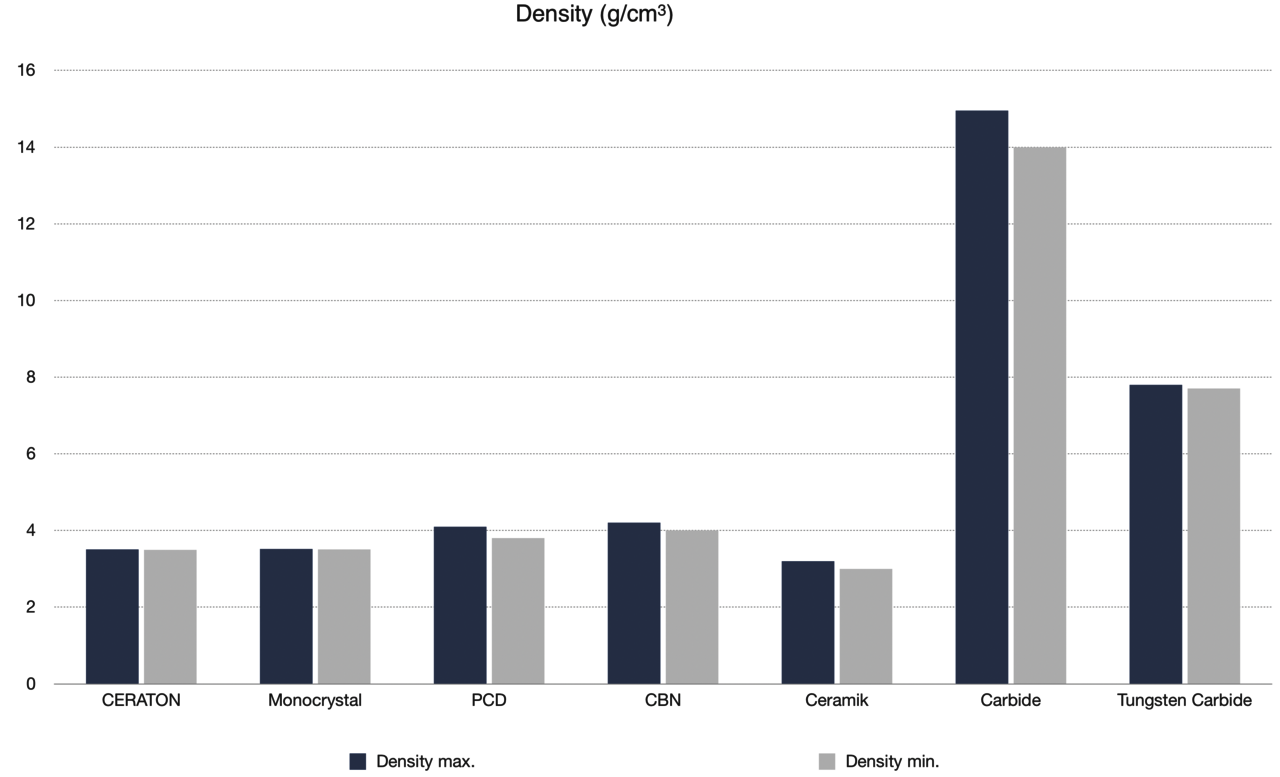
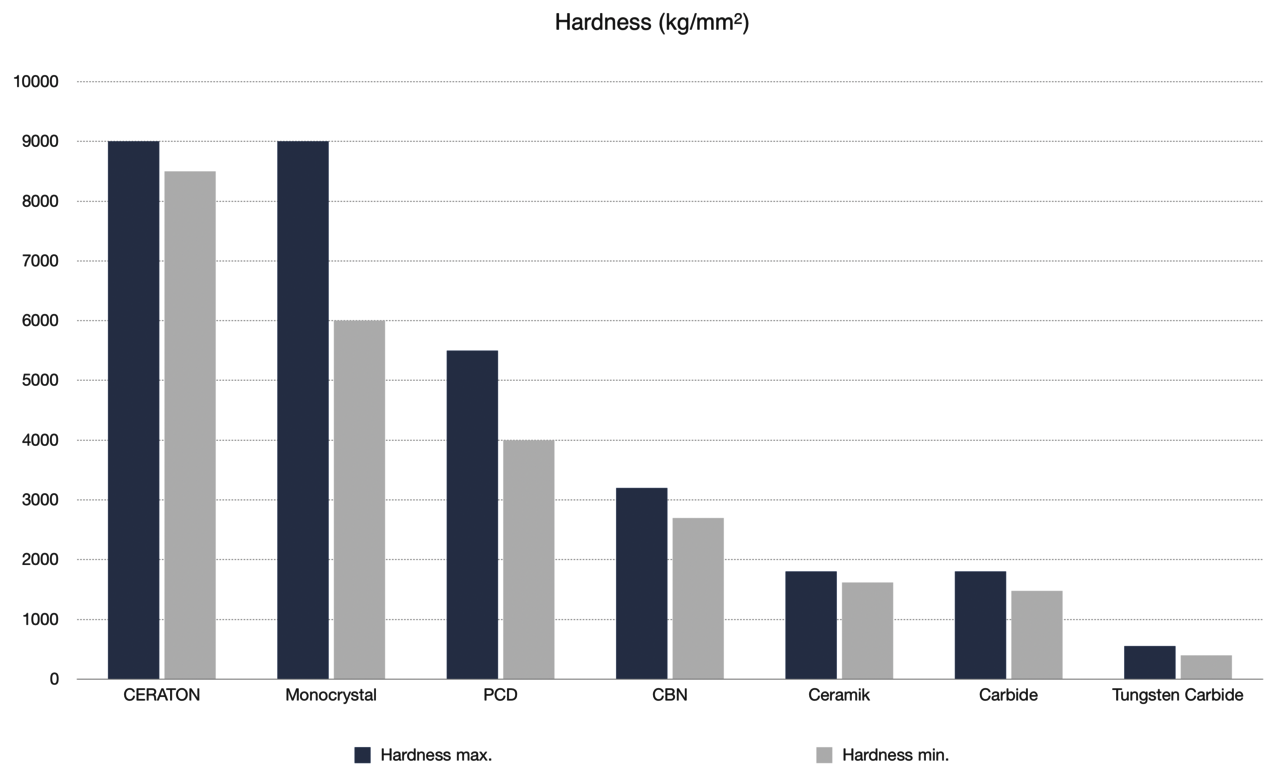
The tables show values given in the literature by manufacturers. The two bars per material correspond to the respective maximum and minimum values. The values for "single crystal" are for synthetic single crystals and natural diamonds. Maximum and minimum values also result from the different orientation directions for the single crystal. In CERATON CVD crystals are randomly oriented.