CERAGRIT - Sägekörnung synthetisch
Für Sintertemperaturen bis 1.000°C
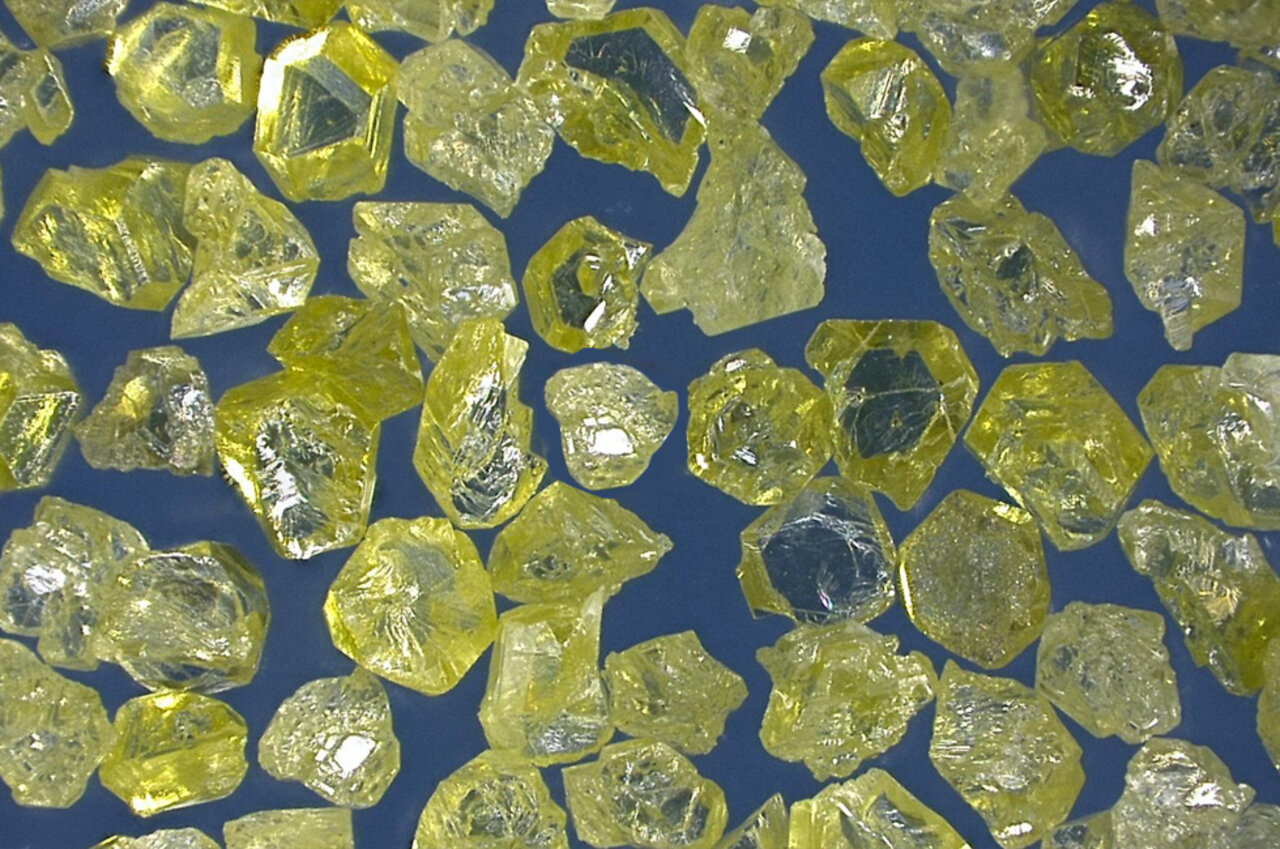
Unsere synthetischen Diamanten sind von gleichbleibender Qualität, so dass wir allen Anforderungen aus der Werkzeuganwendung gerecht werden können.
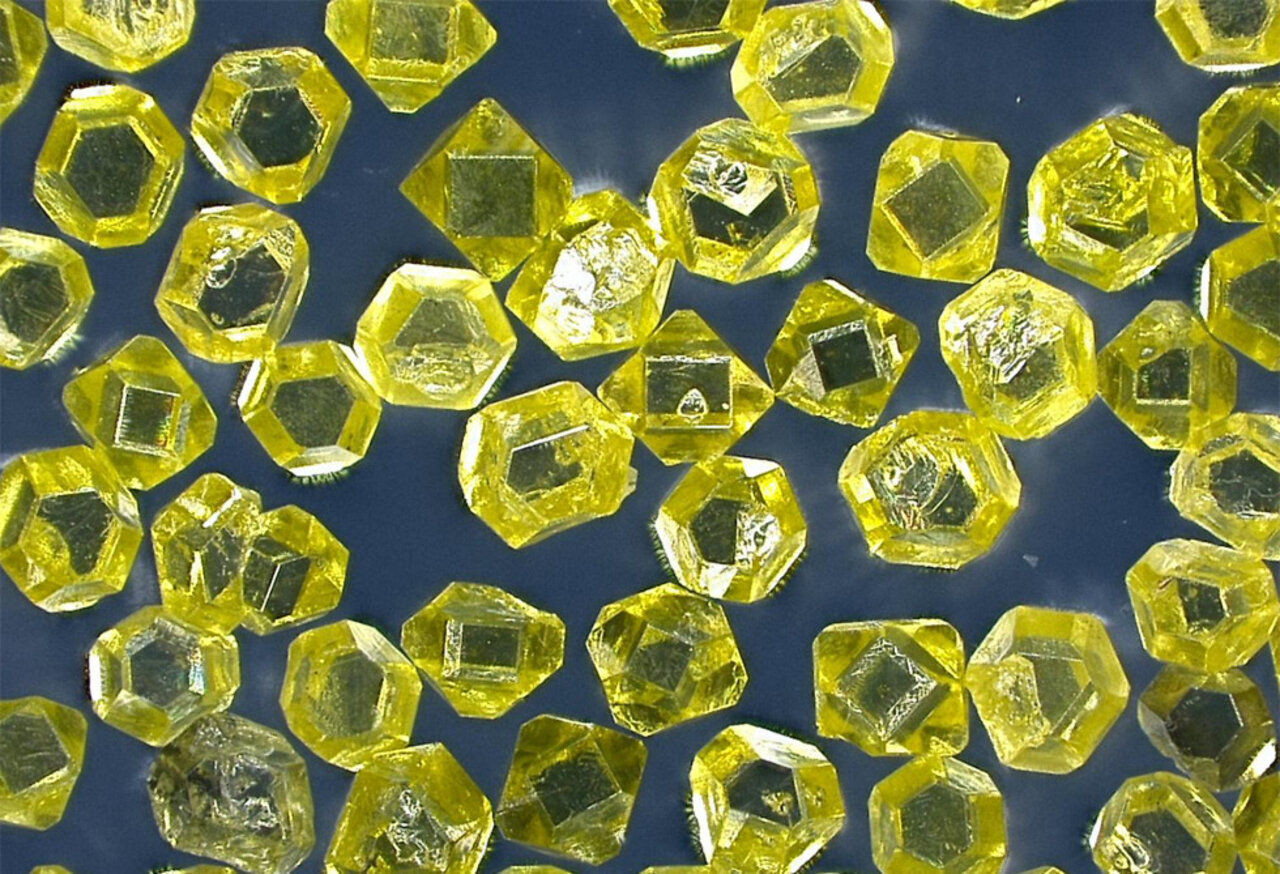
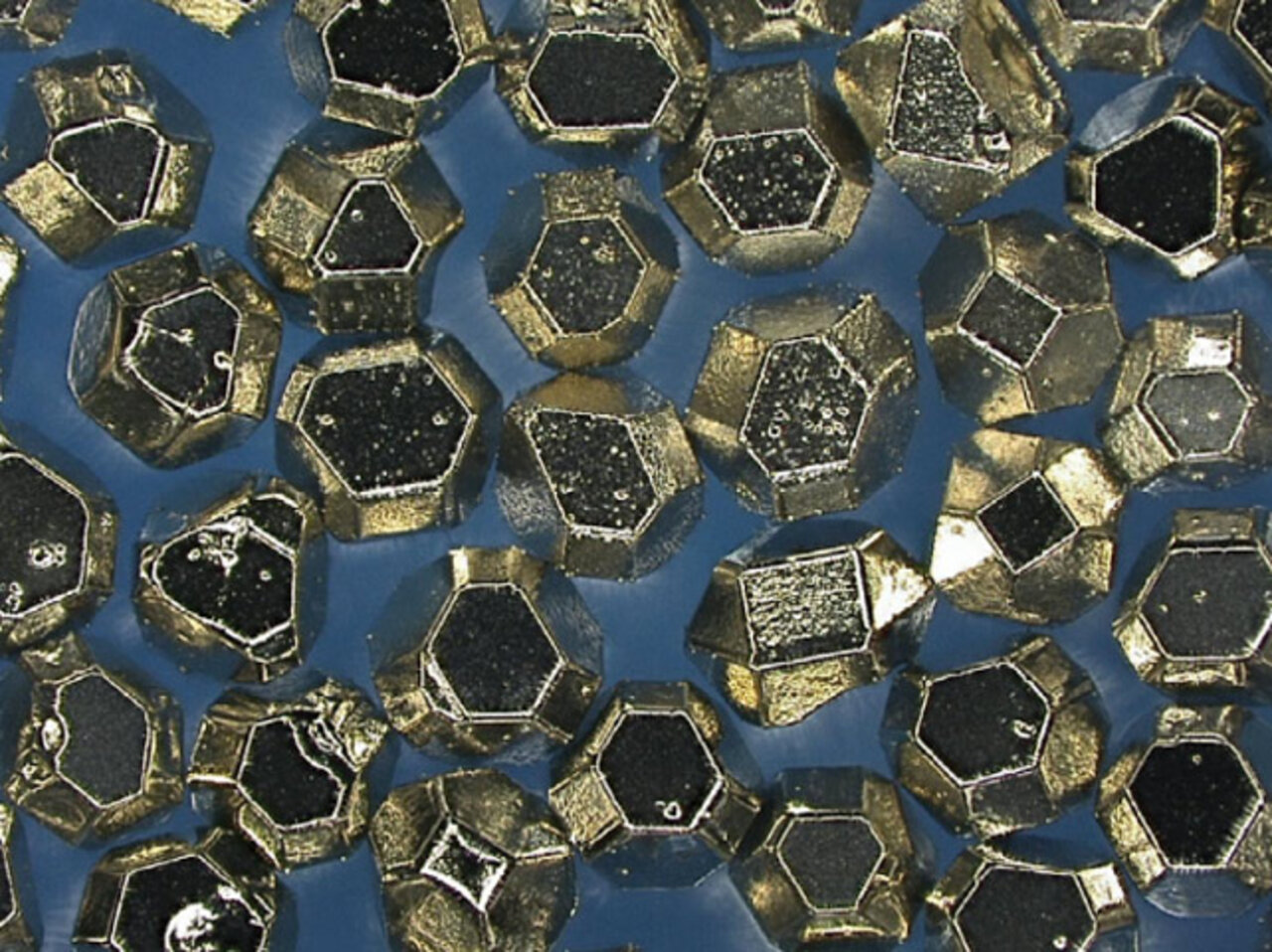
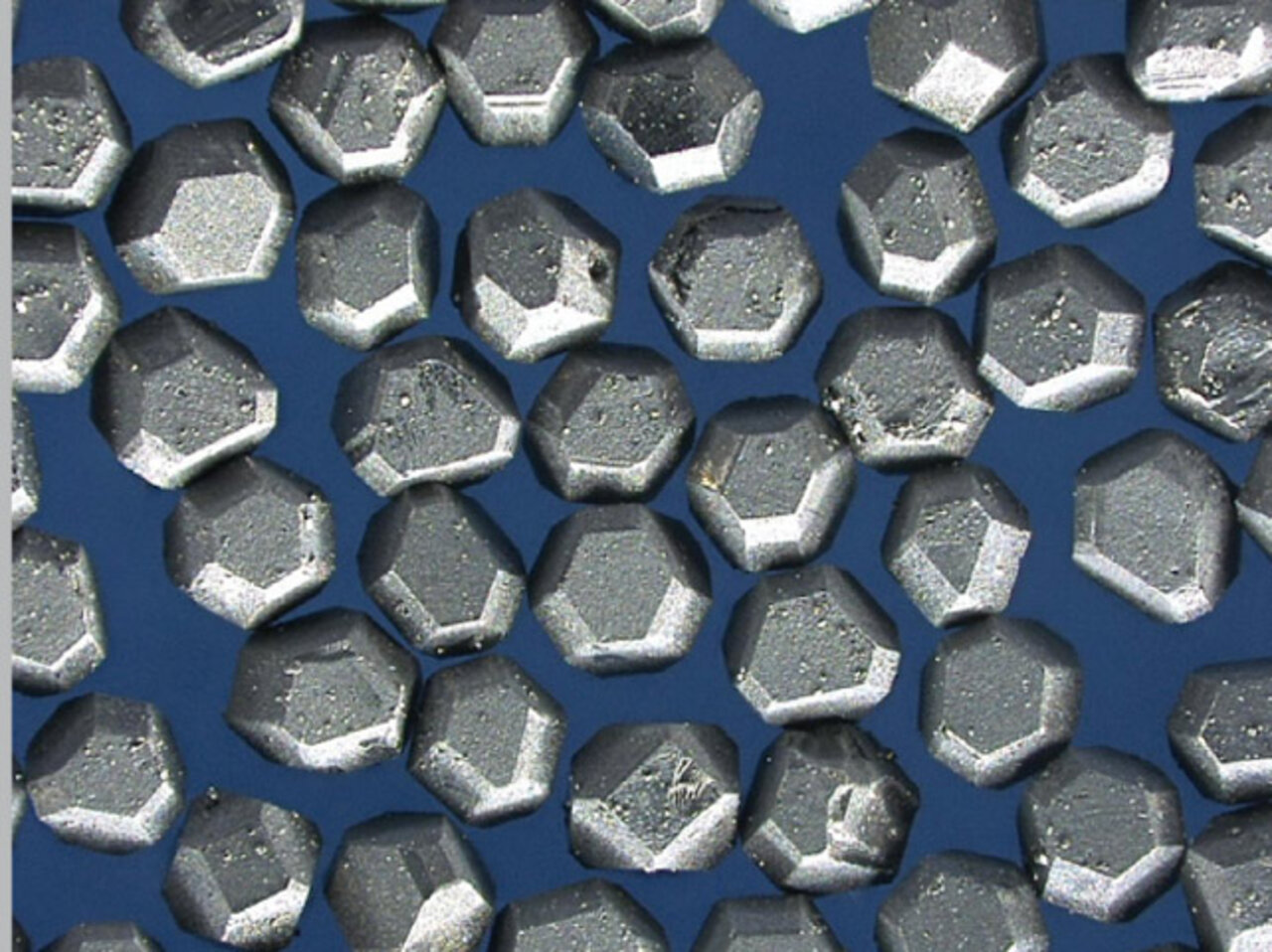
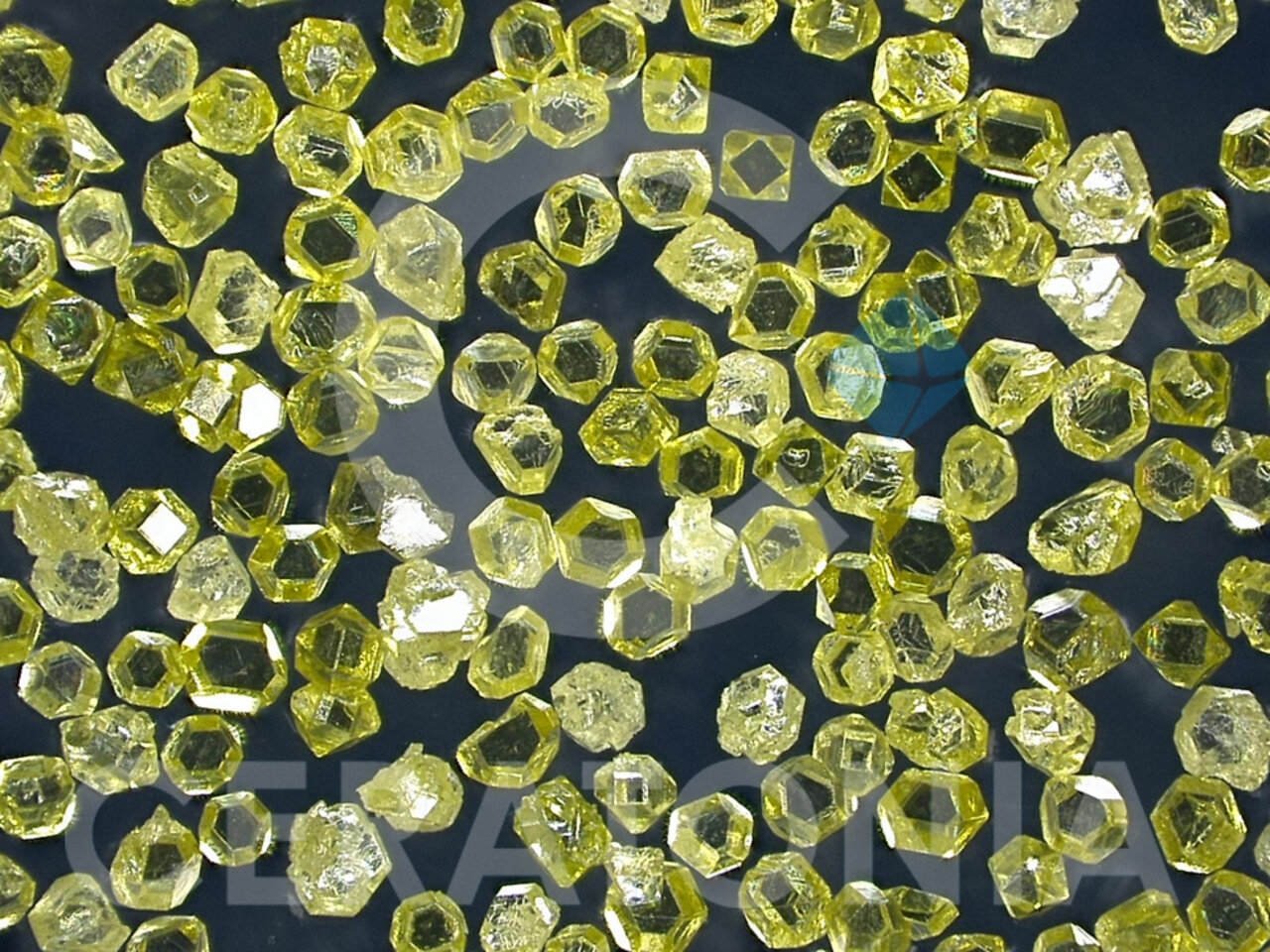
CNF 3100
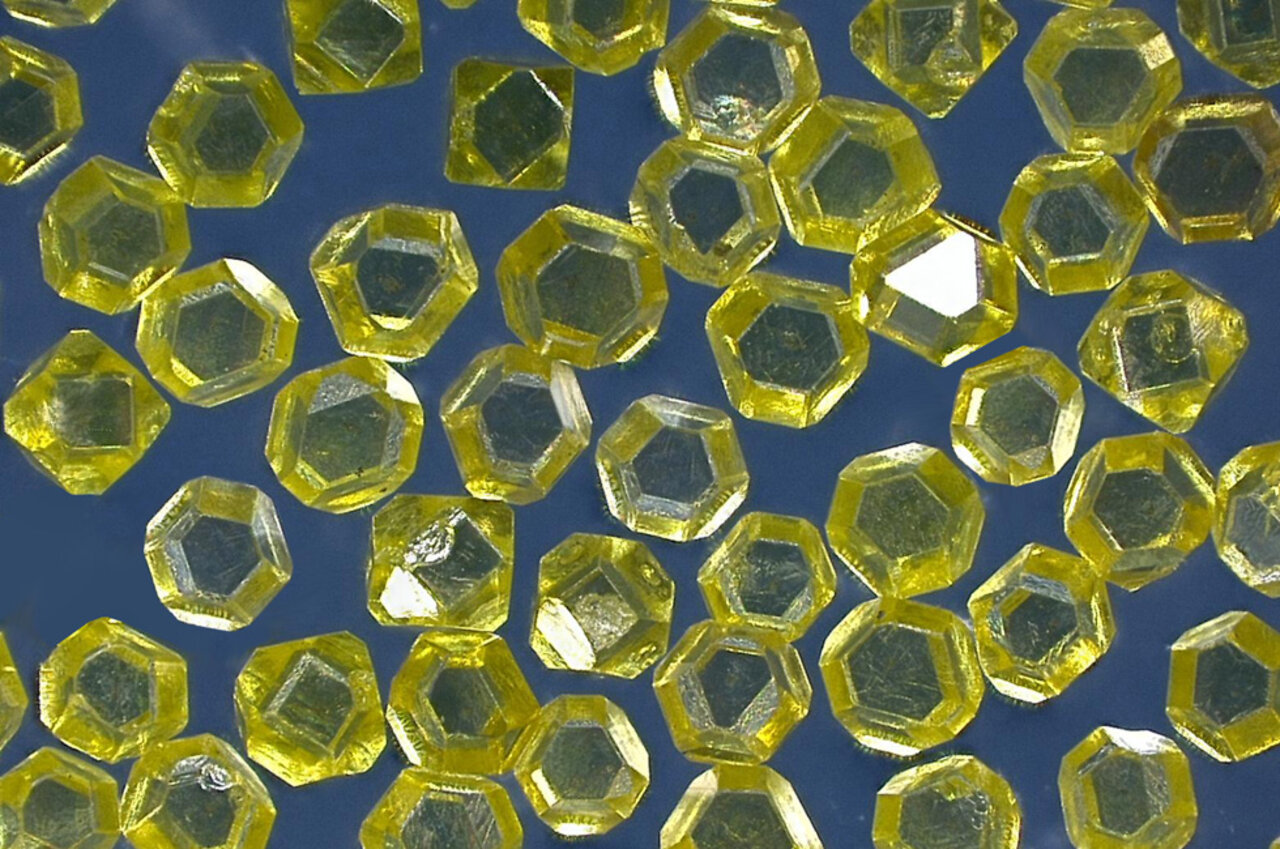
- Kristalle: Fast alle sind perfekt kubisch-orientierte Oktaeder. Selten mit Einschlüssen; höchst hitzebeständig (auch im Sinterprozess); sehr intensive gelbe Farbe
- Festigkeit: äußerste hohe Schlagfestigkeit
- Anwendung: wie bei CNF 3090 aber nur in extremster Beanspruchung
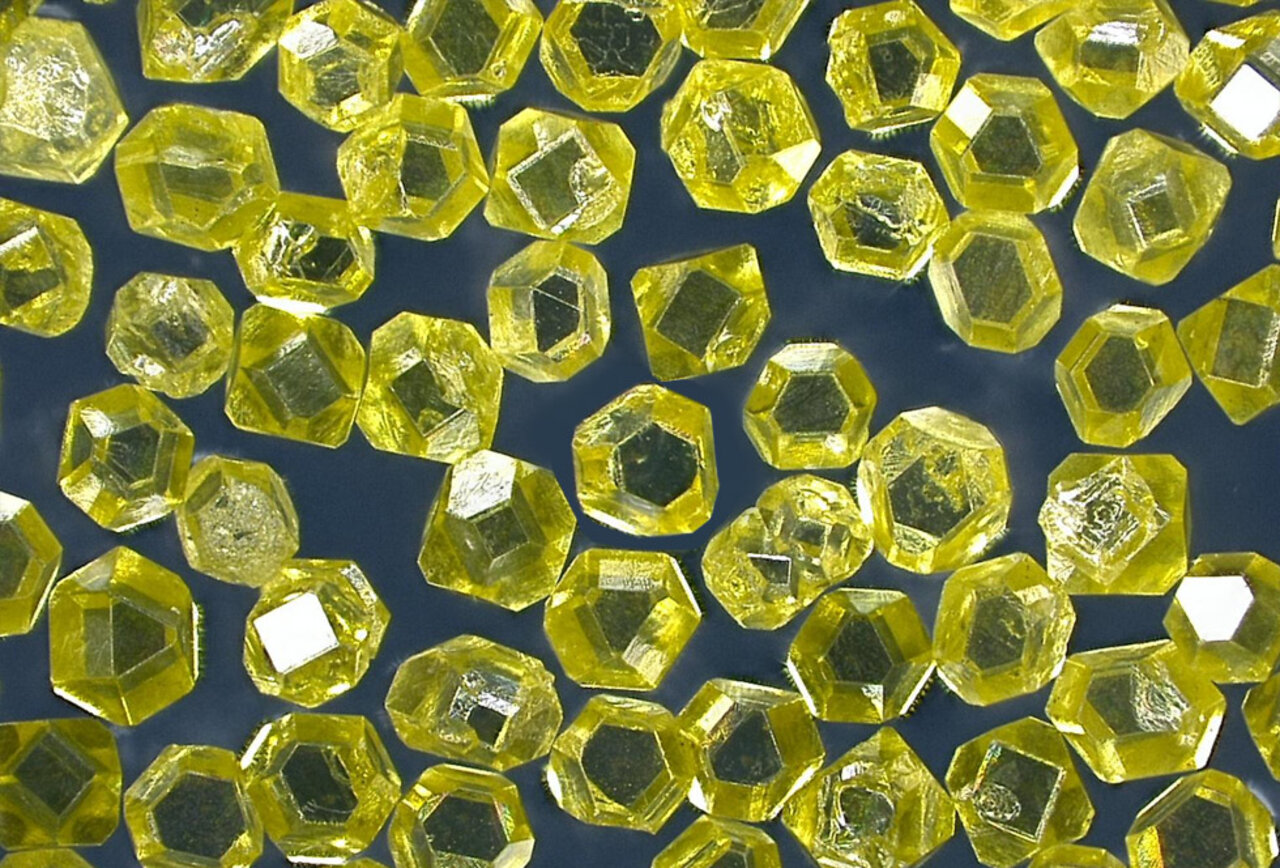
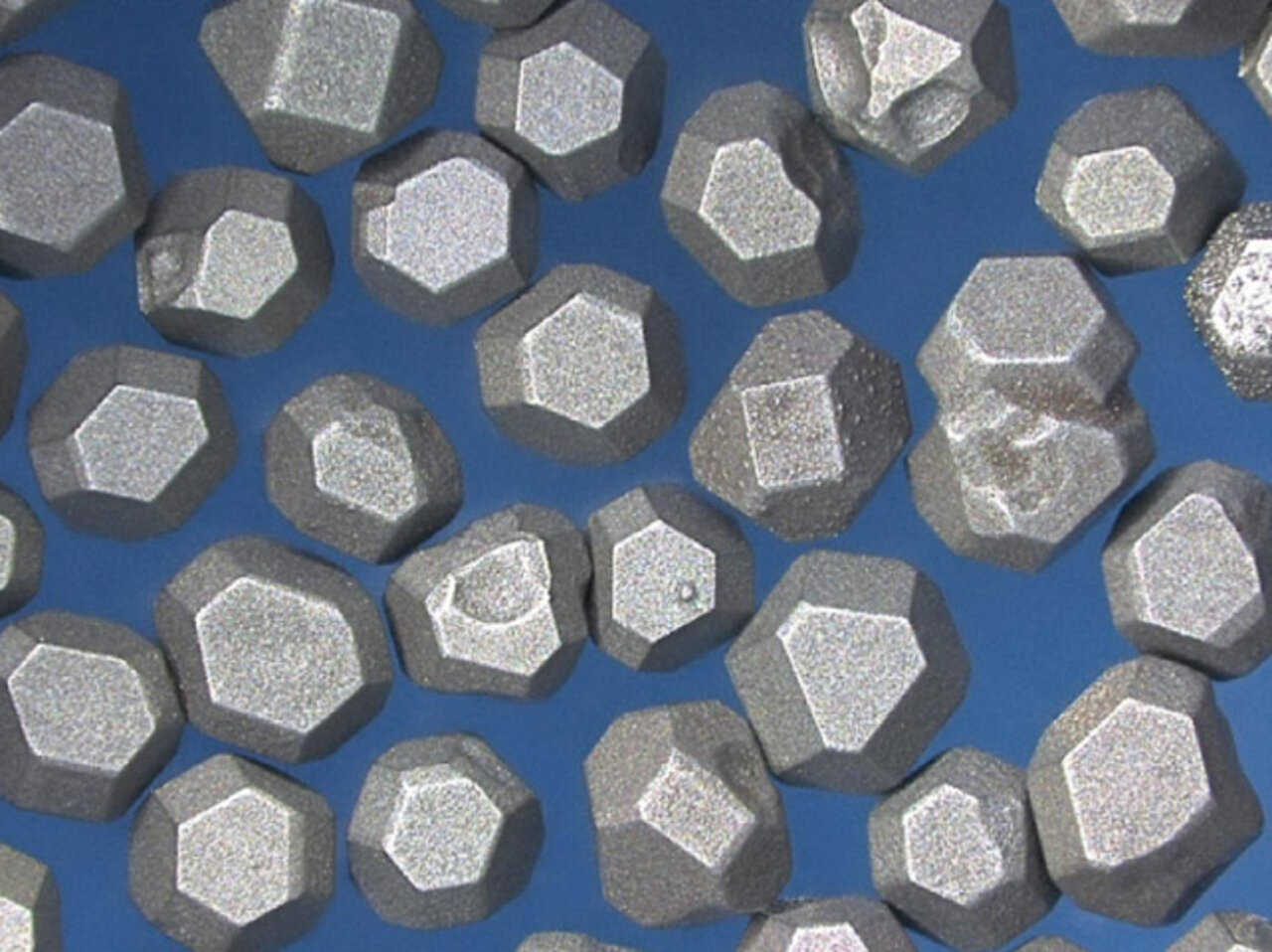
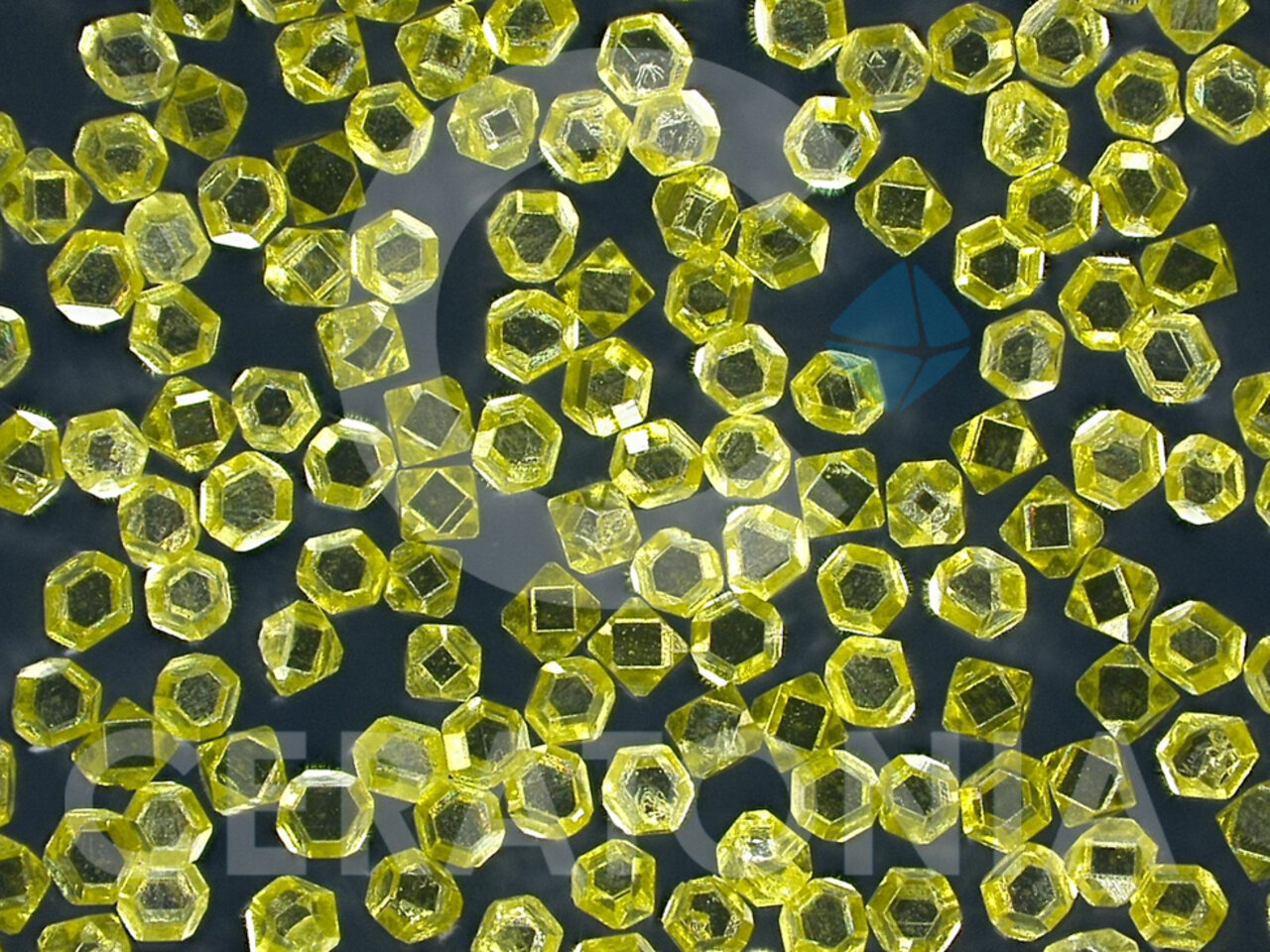
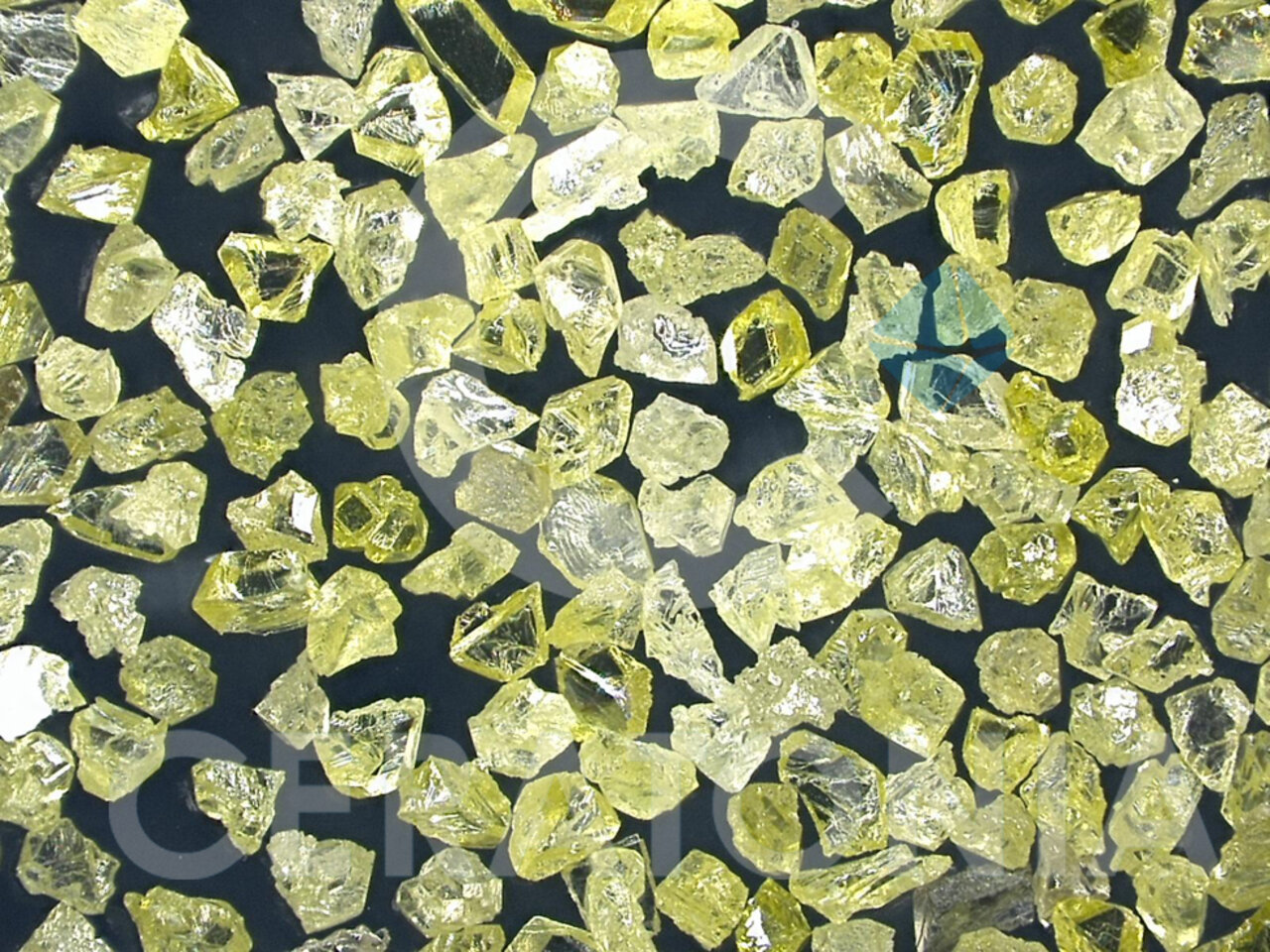
CNF 3090
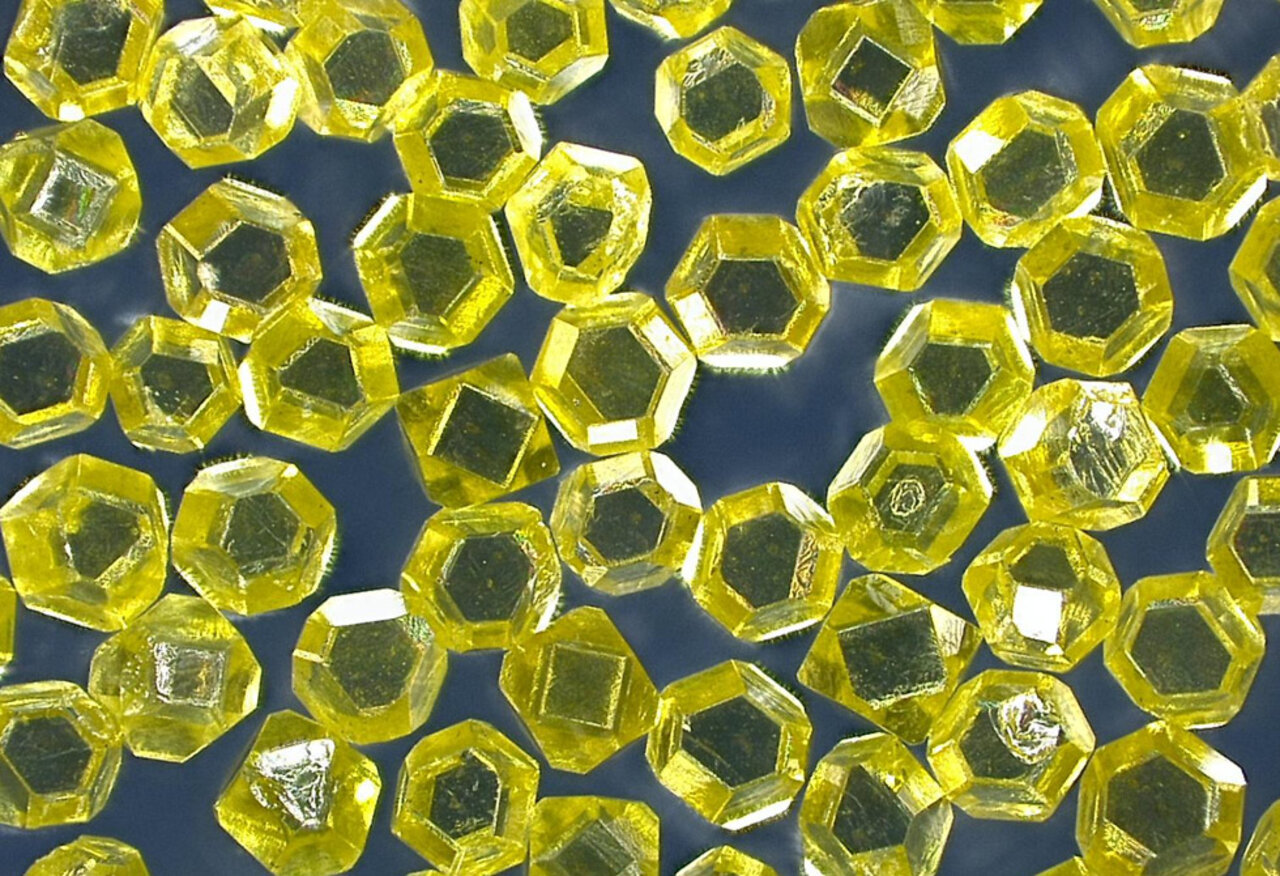
- Kristalle: Äußerst gleichmäßig ausgebildet, kaum Einschlüsse, keine Würfelformen, sehr hitze- und schlagbeständig
- Festigkeit: sehr hoch
- Anwendung: Sägen von Hartbeton mit oder ohne Armierung und hohem Anteil an abrasivsten Zuschlagstoffen. Asphalt, Granit mit Blättern großer Durchmesser, Kernbohren von armiertem Hartbeton und in Wandsägen
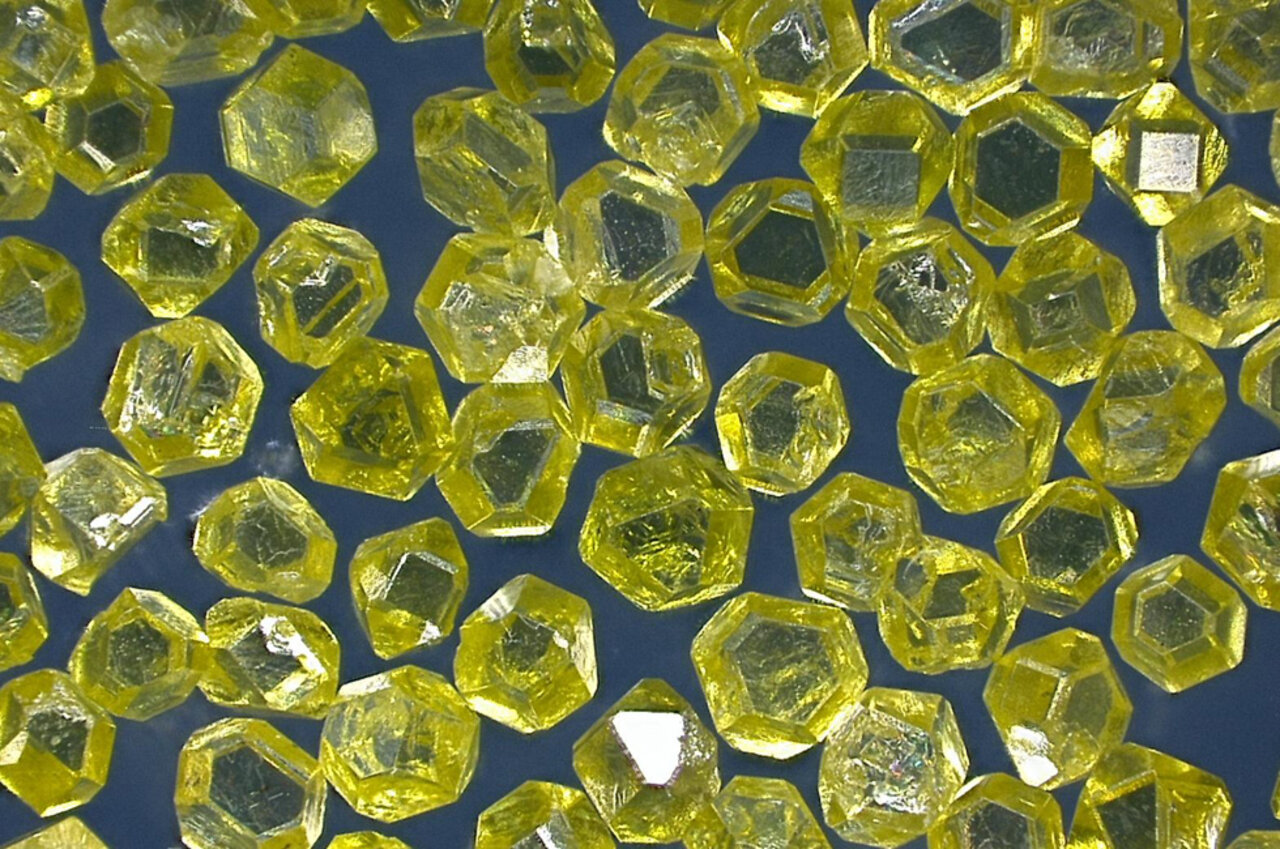
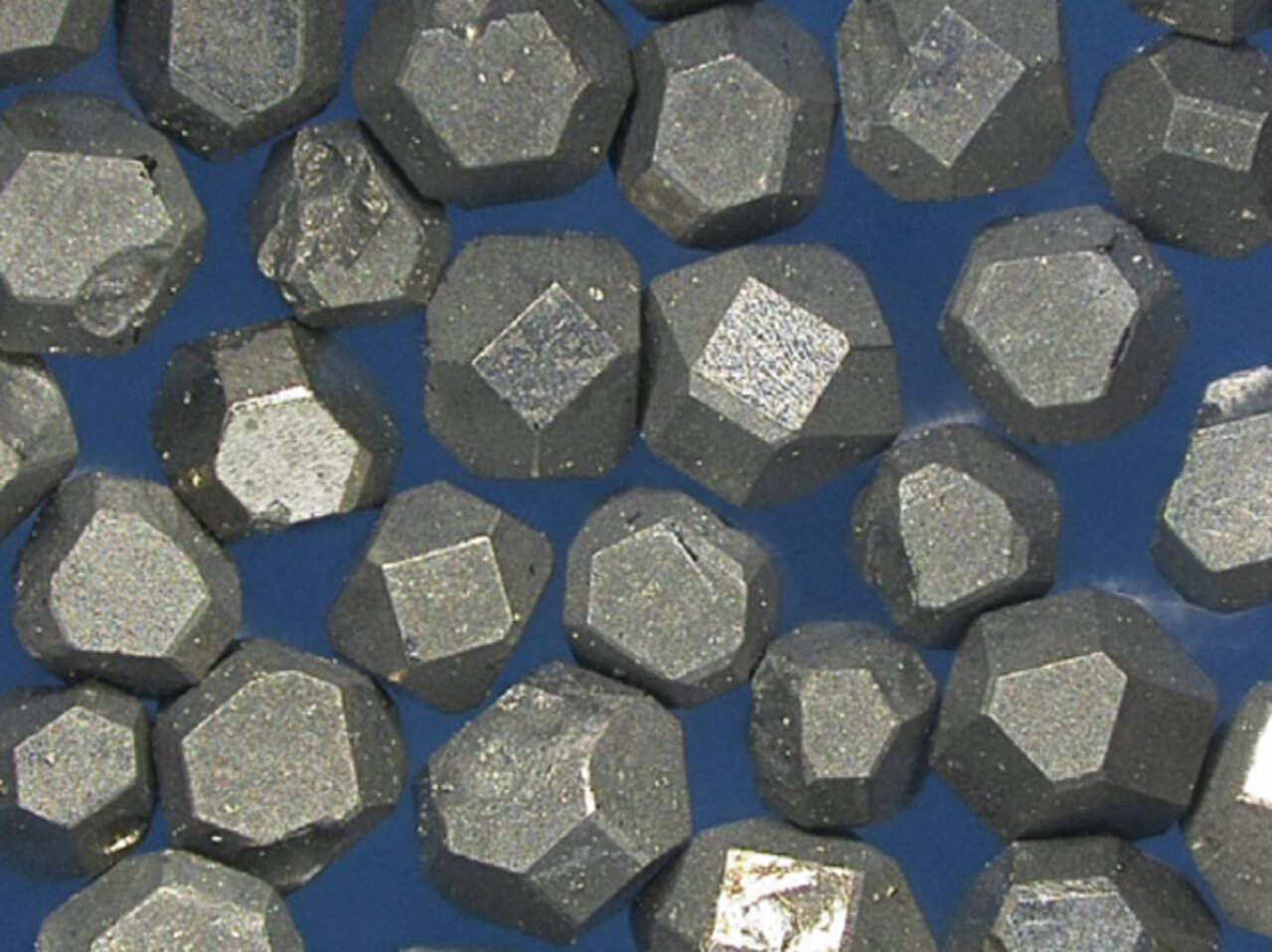
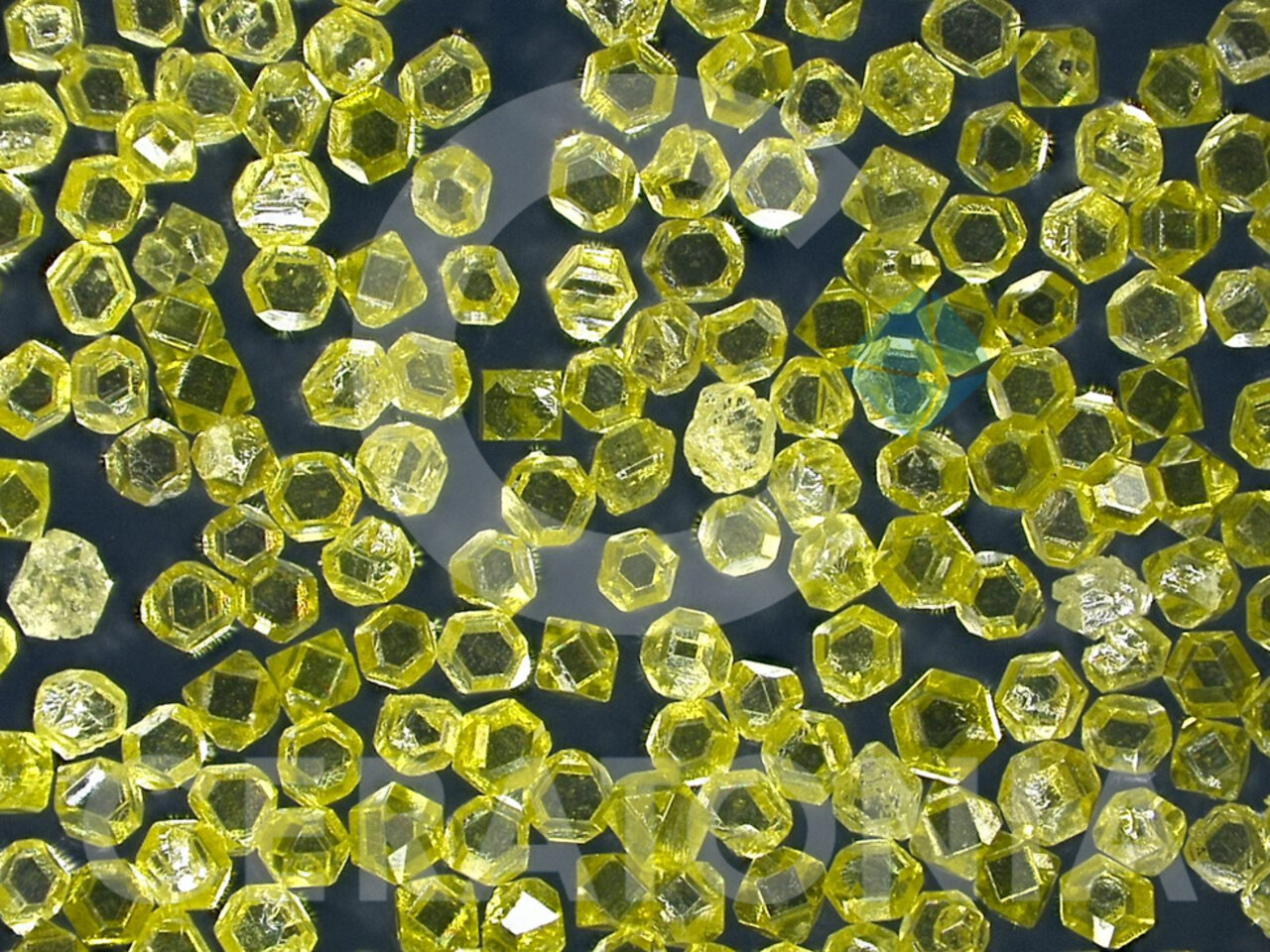
CNF 3080
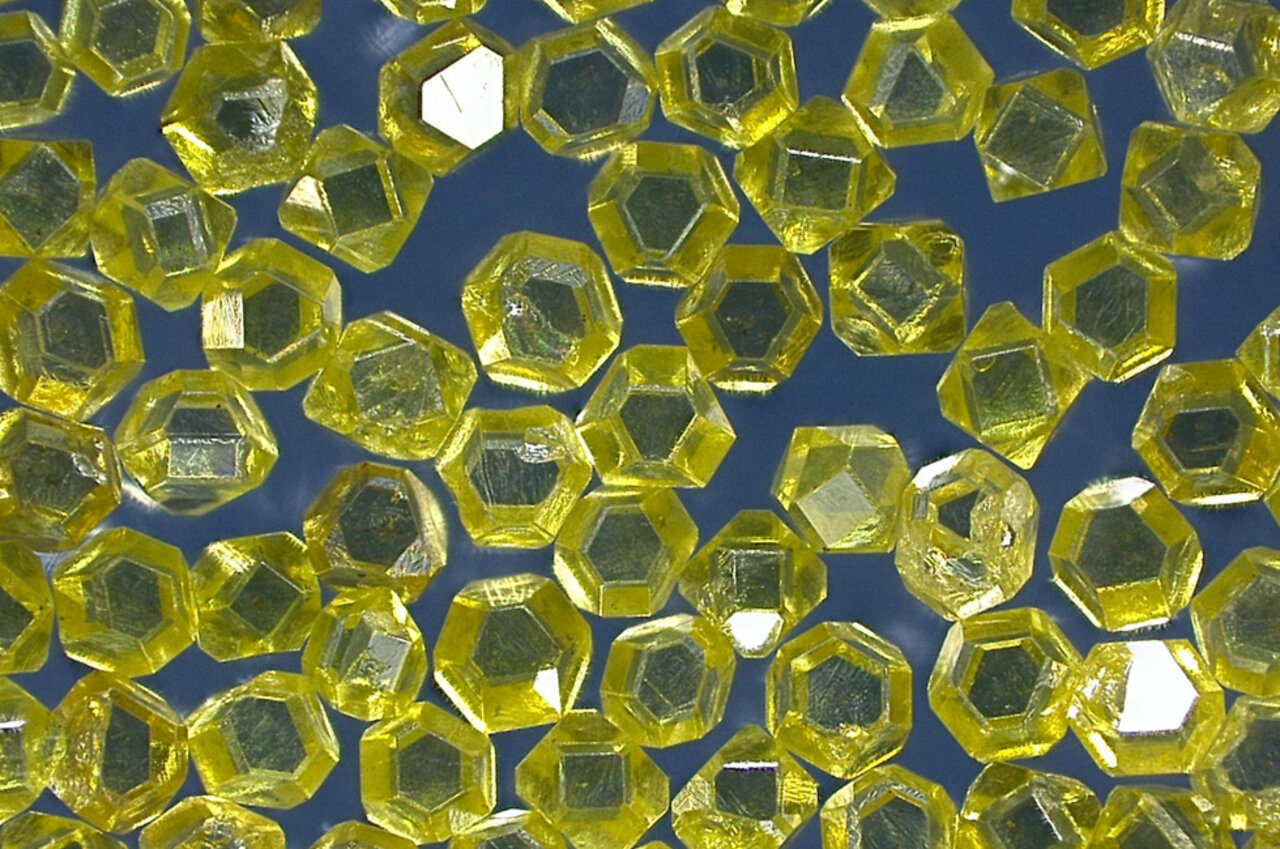
- Kristalle: Ausgeprägte gleichmäßige Form, teilweise nicht vollkommen ausgebildet, sehr klar in ihrer Farbe, kleine Einschlüsse
- Anwendung: Kernbohren, Sägen von Betonwerkstoffen in Wand- und Seilsägen, Granit
- Temperaturbelastung: niedriger als beim CNF 3090
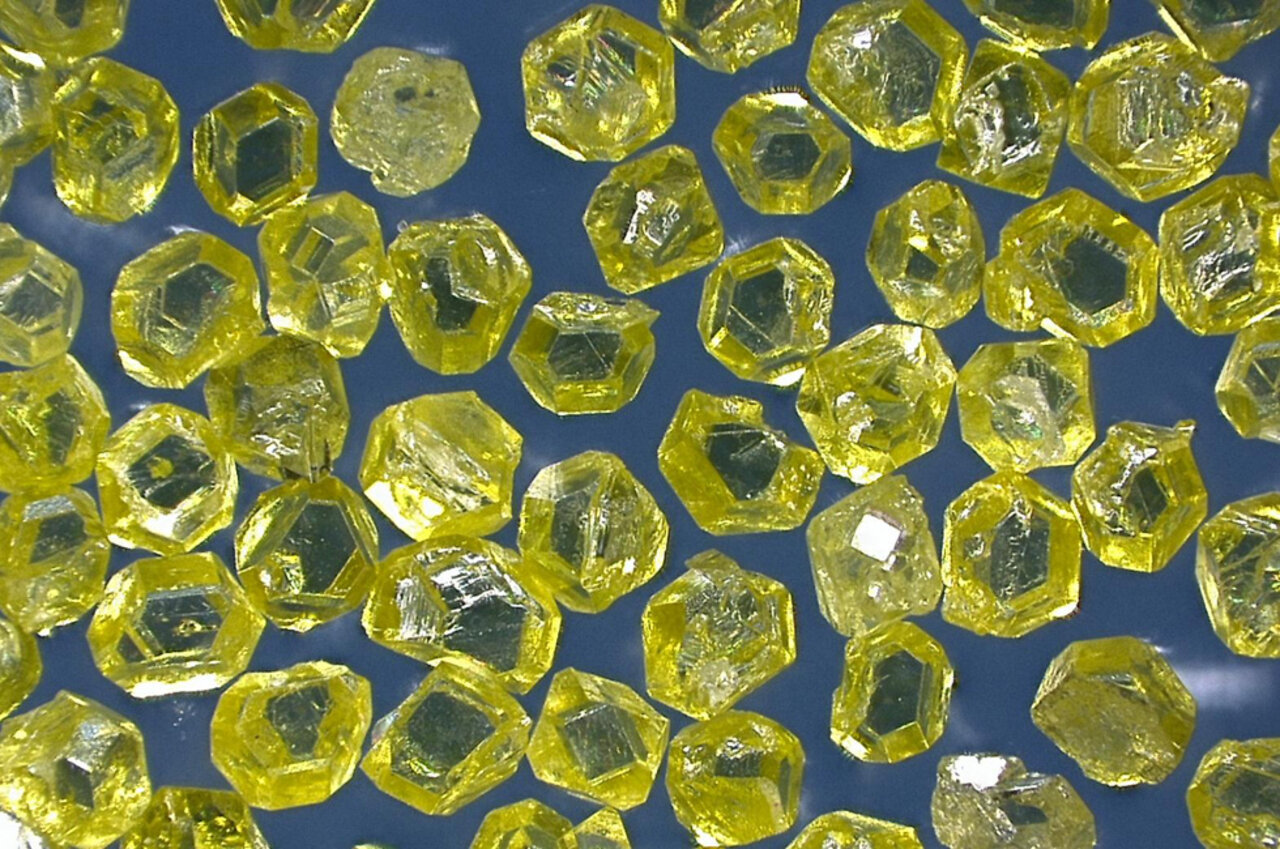
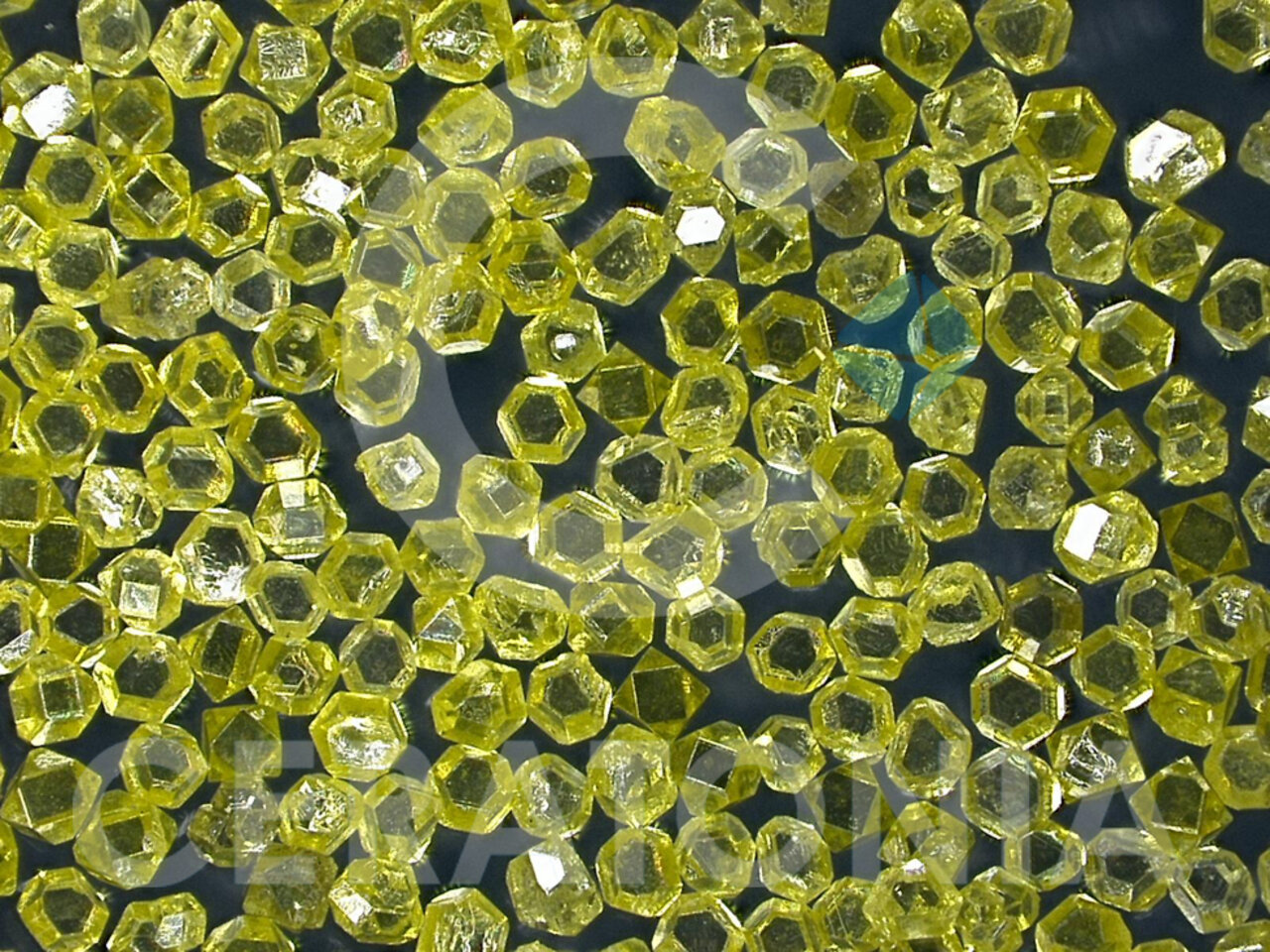
CNF 3070
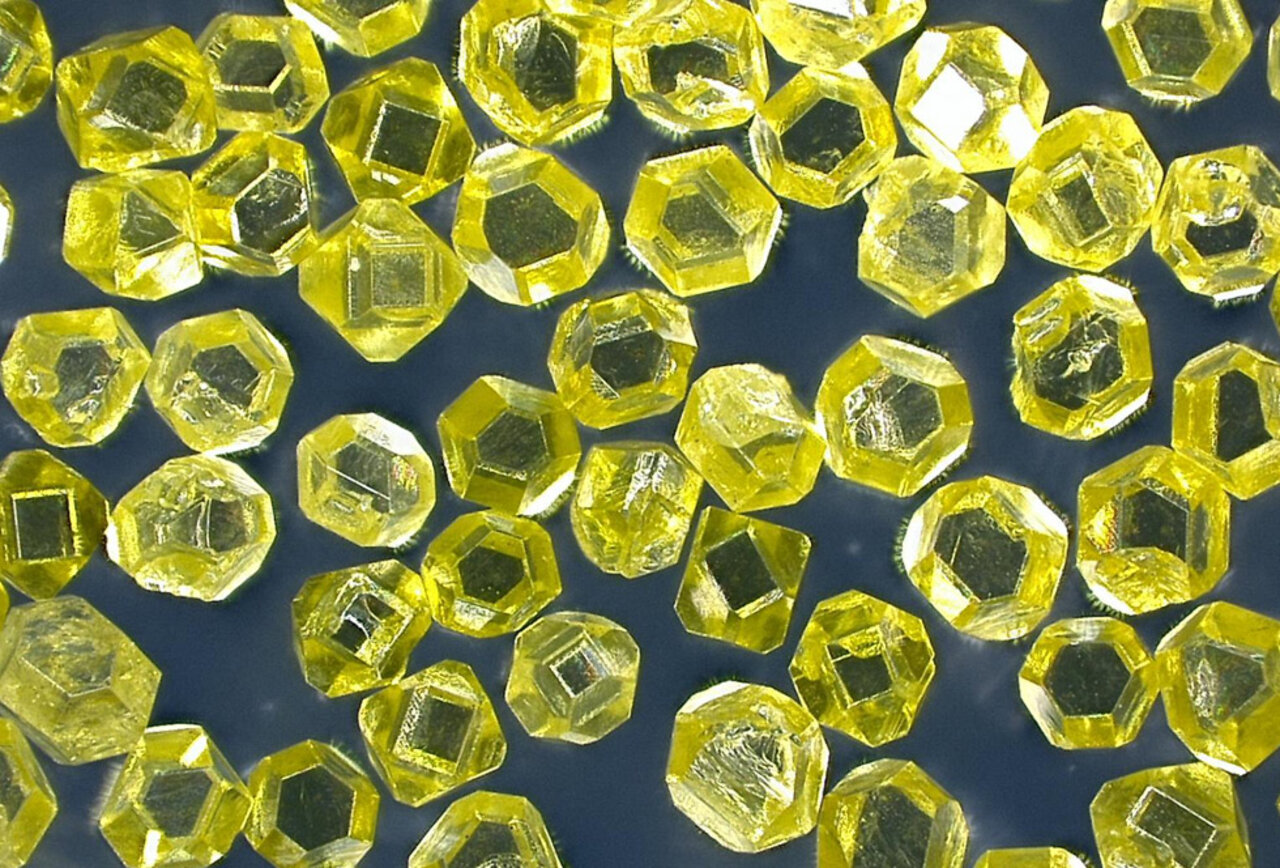
- Kristalle; gleichmäßige Struktur, teils voll und teils nicht voll ausgebildet
- Festigkeit: mittel
- Anwendung: Natursteinindustrie (z.B. Marmor), allgemeine Verwendbarkeit bei niedriger mechanischer Belastung, auch in Schleifscheiben mit mittlerer Belastung
CNF 3060
- Kristalle: verhältnismäßig regelmäßig in Form
- Festigkeit: mittel
- Anwendung: Schleifscheiben/Sägen, die mittelmäßig belastet werden
Natursteinbereich (Marmor), in handgeführten Werkzeugen für den professionellen Einsatz, freischneidende Einsätze (z.B. Dosensenker in Beton)
CNF 3050
- Kristalle: Form unregelmäßig
- Festigkeit: mittel, nach Hochtemperaturbelastung reduziert
- Anwendung: Schleifen/Polieren von Granit und Marmor, bei freischneidenden Dosensenkern in Beton, Heimwerker –Bereich
CNF 3040
- Kristalle: unregelmäßige Struktur
- Festigkeit: mittlere Festigkeit, nach Hochtemperaturbelastung reduziert
- Anwendung: Schleifen/Polieren von Granit und Marmor, bei freischneidenden Dosensenkern in Beton, Heimwerker-Bereich.
CNF 3030
- Kristalle: Form unregelmäßig
- Festigkeit: mittlere Festigkeit, nach Hochtemperaturbelastung reduziert
- Anwendung: Schleifen/Polieren von Granit und Marmor, bei freischneidenden Dosensenkern in Beton, Heimwerker-Bereich

Korngrößen | CNF 3100 | CNF 3090 | CNF 3080 | CNF 3070 | CNF 3060 | CNF 3050 | CNF 3040 | CNF 3030 | CNF 3020 | CNF 3010 | |
| Mesh | FEPA | ||||||||||
| 16/18 | D 1181 | X | X | X | X | X | X | ||||
| 16/20 | D 1182 | X | X | X | X | X | X | ||||
| 18/20 | D 1001 | X | X | X | X | X | X | ||||
| 20/25 | D 851 | X | X | X | X | X | X | X | X | ||
| 20/30 | D 852 | X | X | X | X | X | X | X | X | ||
| 25/30 | D 711 | X | X | X | X | X | X | X | X | ||
| 30/35 | D 601 | X | X | X | X | X | X | X | X | X | X |
| 30/40 | D 602 | X | X | X | X | X | X | X | X | X | X |
| 35/40 | D 501 | X | X | X | X | X | X | X | X | X | X |
| 35/45 | - | X | X | X | X | X | X | X | X | X | X |
| 40/45 | D 426 | X | X | X | X | X | X | X | X | X | X |
| 40/50 | D 427 | X | X | X | X | X | X | X | X | X | X |
| 45/50 | D 356 | X | X | X | X | X | X | X | X | X | X |
| 45/60 | D 357 | X | X | X | X | X | X | X | X | X | |
| 50/60 | D 301 | X | X | X | X | X | X | X | X | X | |
| 60/70 | D 251 | X | X | X | X | X | X | X | X | X | |
| 60/80 | D 252 | X | X | X | X | X | X | X | X | X | |
| 70/80 | D 213 | X | X | X | X | X | X | X | X | X | |
Mögliche Beschichtungstypen
Je nach Art der Beschichtung unterstützt diese die Haltekräfte zwischen Korn und Bindung, oder/und die Wärmeleitfähigkeit und die Reaktion mit der Metallbindung. Somit lassen sich bei richtiger Kombination mit der Bindung die Lebensdauer der Werkzeuge verlängern oder die Prozesseigenschaften optimieren.
Cr
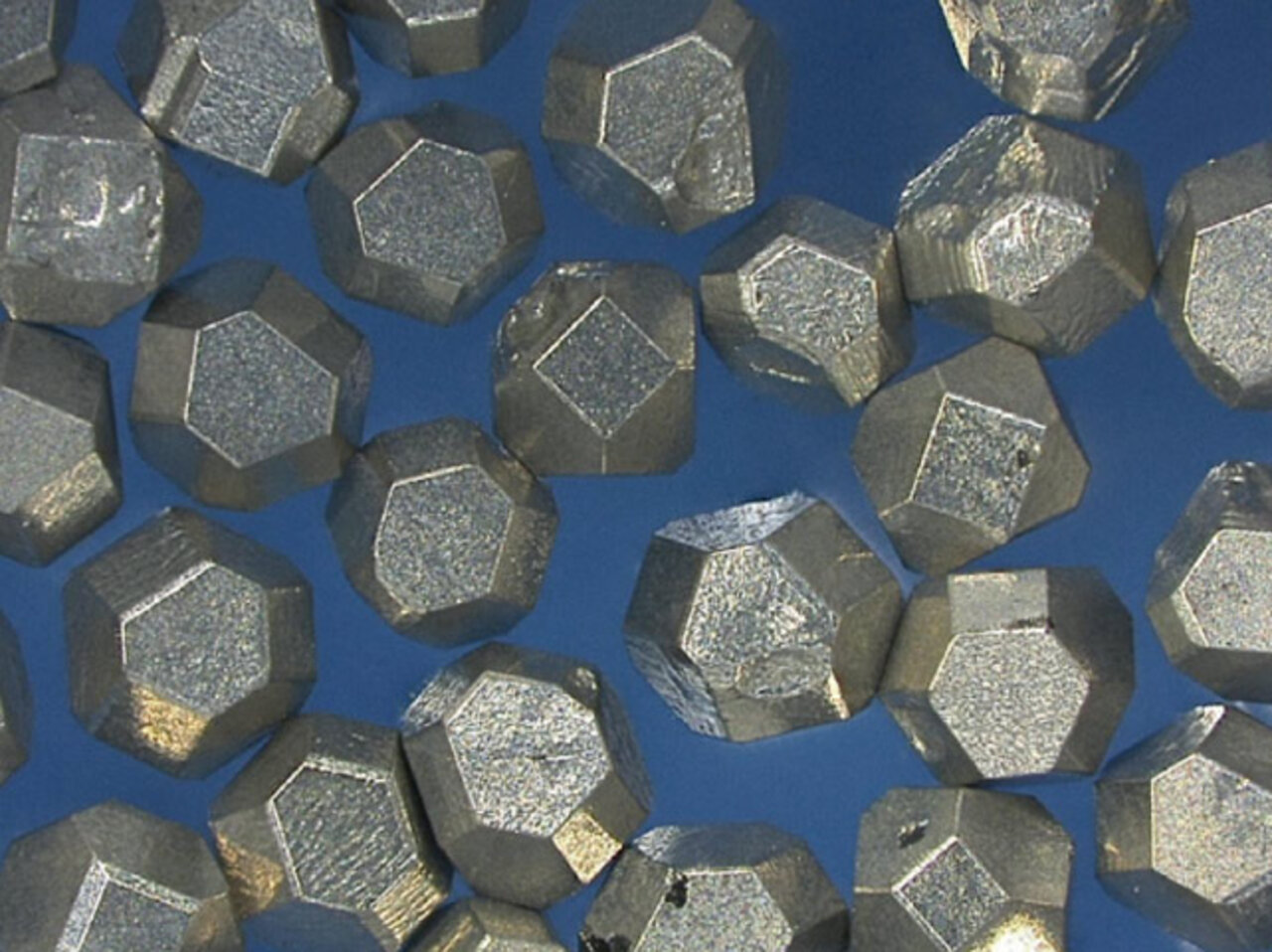
Chrom Cr 0,5 - 1,5 %
Chrom genießt eine gute Benetzungsfähigkeit und Affinität zu Diamant. Die Retention kann verbessert werden mit Cr3C2 welches beim Sinterungsprozess ausgeschieden wird. Es wird in metallischen Bindungssystemen angewendet.
Cu
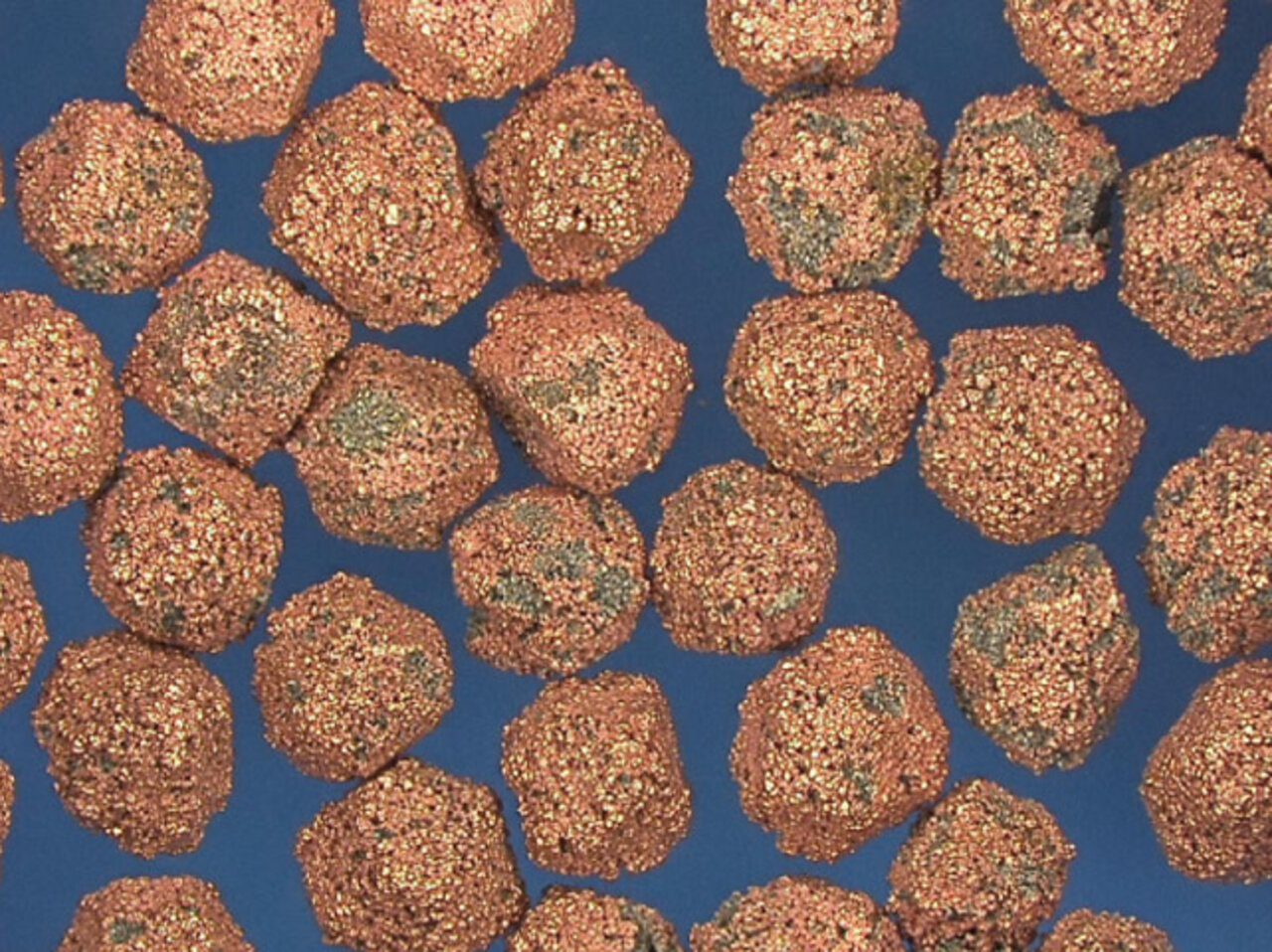
Kupfer Cu 30 %, 50 %, 56 %
Die Kupfer-Beschichtung kann die Retention des Diamanten verbessern und die Wärmeverteilung ausweiten, sowie die Lebensdauer der Werkzeuge verlängern. Die Beschichtung ist für weiche Bindungen geeignet.
Co
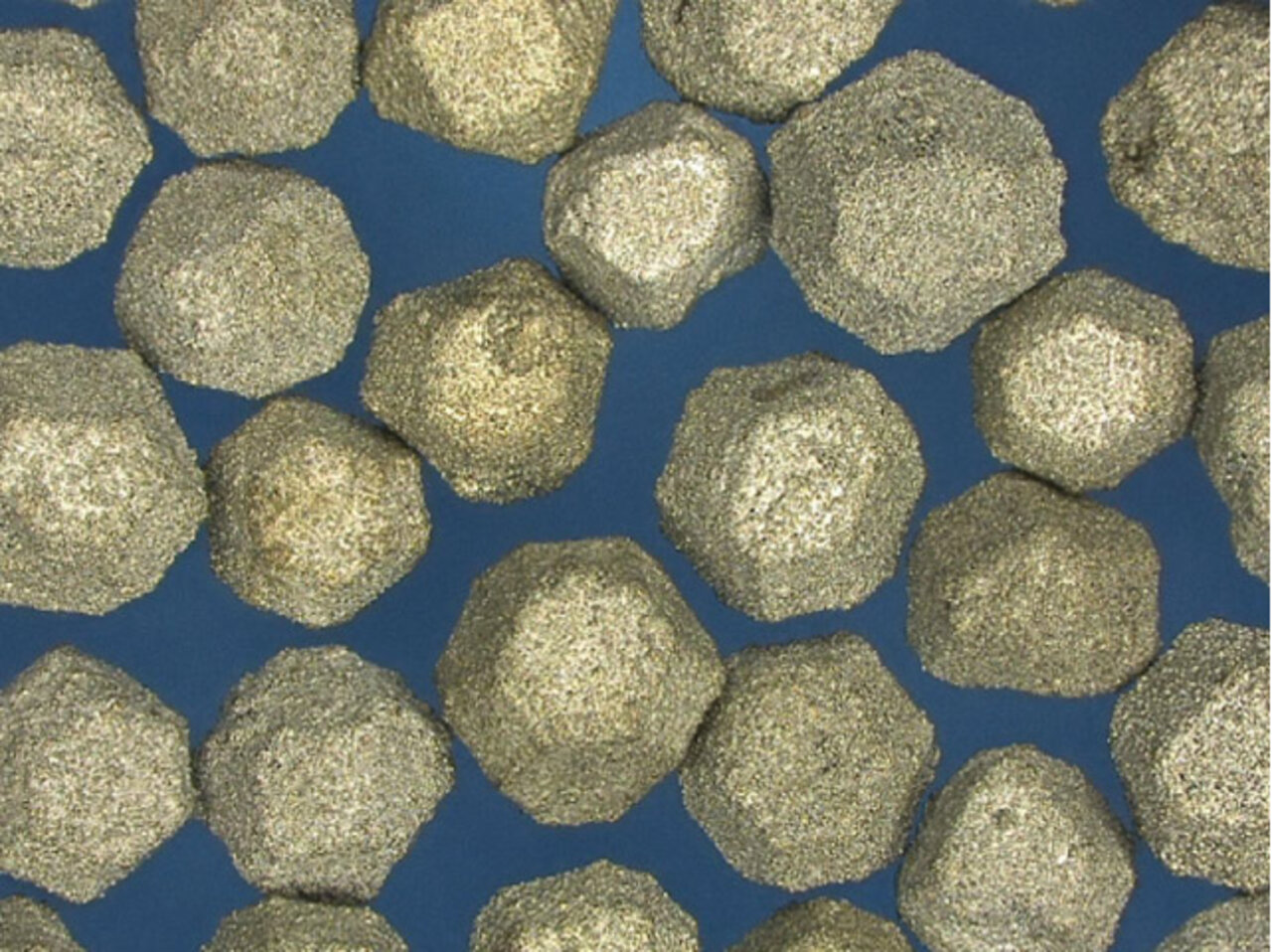
Kobalt Co 30 %, 50 %, 56 %
Die Kobalt-Beschichtung verbessert die Retention des Diamanten. Des Weiteren wird durch das Kobalt die Oxidationstemperatur des Diamanten erhöht und die Sintertemperatur dadurch ausgedehnt.
Ni
Nickel Ni 30 %, 50 %, 56 %
Die Oberfläche dieser Beschichtungsart ist geglättet. Die Lebensdauer der Werkzeuge kann erhöht werden durch die extreme Retention zwischen der Nickelschicht und der Bindung. Die Beschichtung kann den Diamant vor dem Erodieren schützen und gleichzeitig den Wirkungsbereich der Diamantkörner erhöhen, so dass die Schnittfähigkeit verbessert und der Energieverbrauch reduziert wird.
CNi

Nickel chemisch CNi 30 %, 50 %, 56 %
Die Oberfläche dieser Beschichtungsart ist geglättet. Die Lebensdauer der Werkzeuge kann erhöht werden durch die extreme Retention zwischen der Nickelschicht und der Bindung. Die Beschichtung kann den Diamant vor dem Erodieren schützen und gleichzeitig den Wirkungsbereich der Diamantkörner erhöhen, so dass die Schnittfähigkeit verbessert und der Energieverbrauch reduziert wird.
TiNiS
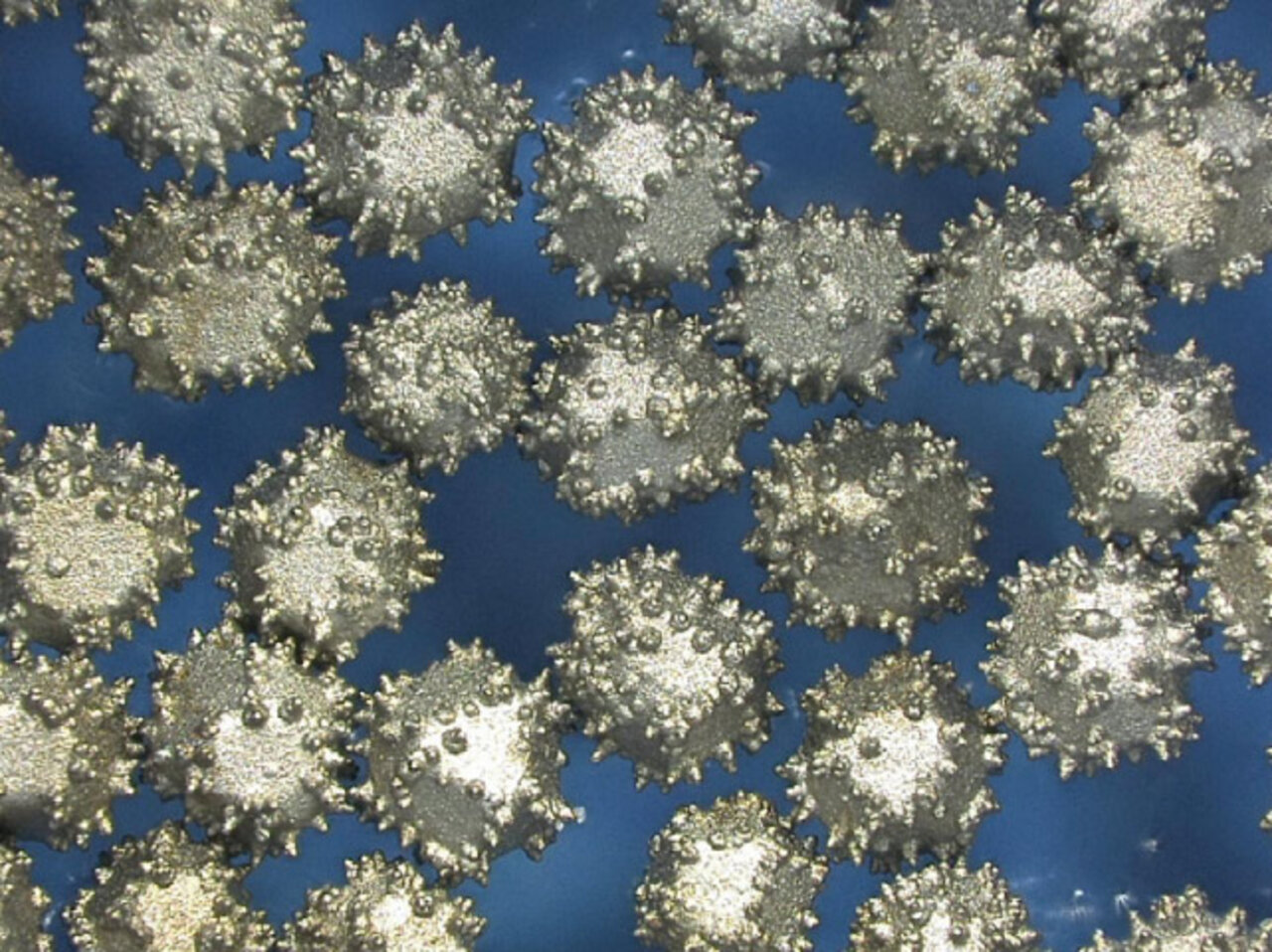
Nickel Spikey TiNiS 56 %, 70 %
Die Beschichtung mit Nickel (Spikes) vergrössert die spezifische Oberfläche (verbesserte Wärmeleitung) und erhöht dadurch die Haftung mit der Bindung. Dies kann bei entsprechender Wahl der Bindungssysteme die Lebensdauer des Werkzeuges sowie die Schnittfreudigkeit verbessern. Bevorzugte Verwendung in weichen Bindungen und niedrigen Sintertemperaturen.
Si
Silizium Si 1,5 - 3 %
Silizium-Beschichtungen erhöhen die thermische Belastbarkeit, die Verschleißfestigkeit und vermeiden die Fähigkeit der Zersetzung des Eisens. Außerdem verstärkt das chemische Beschichten die Retention zwischen der Bindung und dem Diamant.
Ti
Titan Ti 0,1 - 1 %
Die blasenfreie Titan-Schicht verhindert die Erosion von Eisen, Chrom und Wolfram bei hohen Temperaturen während der Werkzeugfertigung. Sie verbessert die Aufrechterhaltung von Bindung und Diamant, um das Ausbrechen der Körnung zu verhindern und die Lebensdauer der Werkzeuge zu erhöhen.
CERADIA - Schleifkörnung synthetisch
| CNF | Schleifkörnung für Metallbindung, auch beschichtet lieferbar | ||
| CNF-E | Schleifkörnung für galvanische Bindung | ||
| CRG | Schleifkörnung für Kunstharzbindung |
CERADIA CNF - Schleifkörnung synthetisch
CNF 3100
Ausgeprägte kristalline Struktur mit hoher Schlag- und thermischer Festigkeit sowie einheitlicher Partikelform. Kann große mechanische Beanspruchungen in metallisch gebundenen Werkzeugen abfangen. Typische Einsatzzwecke liegen im Bereich der Glaskantenbearbeitung (Automobil), Bearbeitung von ferritischen Motorblöcken.
CNF 3090

Gleichfalls von ausgeprägter kristalliner Struktur mit einem leicht niedrigerem Festigkeitswert als CNF 3100. CNF 3090 wird ebenfalls vorwiegend im metallisch gebundenen Werkzeug eingesetzt und verfügt über eine ausgeprägte Stabilität auch nach hoher Temperaturbelastung. Einsatzbereiche sind in der Kfz-Industrie (Glasbearbeitung, Motorblöcke, u.s.w.), Steinbearbeitung.
CNF 3080

Qualitativ hochwertiges kristallines Schleifkorn mit geringen Einschlüssen. Die Kristallform ist etwas unregelmäßiger und durch die geringen Einschlüsse thermisch geringer belastbar. Gute Festigkeit. Einsetzbar zur Glasbearbeitung für den Dekor-, Facettenschliff und Bohren im Kristallglasbereich. Ebenso für Trenn- und Außenschleifen im Metallbereich. Der Einsatz erfolgt im metallisch gebundenen Werkzeug.
CNF 3070
Ein Diamantkorn mit immer noch hoher thermischer und mechanischer Belastungsfähigkeit, sowohl für die Kfz-Glasbearbeitung als auch für die Dekorglasbearbeitung geeignet. Für Schleifscheiben in diesen Bereichen mit nicht so ausgeprägt hoher Beanspruchung, aber geeignet für größere Scheibenbreiten und Kontaktlängen.
CNF 3060
Durch die Zusammensetzung der unterschiedlich strukturierten Kornformen ist CNF 3060 geeignet für eine breite Anwendungspalette der metallisch gebundenen Werkzeuge im Glas- und Keramikbereich. Das Korn ist durch seine Zusammensetzung schnittfreudig mit einem Anteil gleichmäßig liegender Kristalle, der für die Stabilität des Werkzeuges sorgt.
Korngrößen | CNF 3100 | CNF 3090 | CNF 3080 | CNF 3070 | CNF 3060 | CNF 3050 | CNF 3040 | ||
| Mesh | FEPA | ||||||||
| 80/100 | D 181 | X | X | X | X | X | X | ||
| 100/120 | D 151 | X | X | X | X | X | X | X | |
| 120/140 | D 126 | X | X | X | X | X | X | X | |
| 140/170 | D 107 | X | X | X | X | X | X | X | |
| 170/200 | D 91 | X | X | X | X | X | X | X | |
| 200/230 | D 76 | X | X | X | X | X | X | ||
| 230/270 | D 64 | X | X | X | X | X | X | ||
| 270/325 | D 54 | X | X | X | X | X | X | ||
| 325/400 | D 46 | X | X | X | X | X | X | ||
Mögliche Beschichtungen für Diamantkörnung
Je nach Art der Beschichtung unterstützt diese die Haltekräfte zwischen Korn und Bindung, oder/und die Wärmeleitfähigkeit und die Reaktion mit der Metallbindung. Somit lassen sich bei richtiger Kombination mit der Bindung die Lebensdauer der Werkzeuge verlängern oder die Prozesseigenschaften optimieren.
Cr
Cr
Chrom Cr 1 %
Chrom genießt eine gute Benetzungsfähigkeit und Affinität zu Diamant. Die Retention kann verbessert werden mit Cr3C2 welches beim Sinterungsprozess ausgeschieden wird. Es wird in metallischen Bindungssystemen angewendet.
Cu
Kupfer Cu 30 %, 50 %, 56 %
Die Kupfer- Beschichtung kann die Retention des Diamanten verbessern und die Wärmeverteilung ausweiten, sowie die Lebensdauer der Werkzeuge erhöhen. Die Beschichtung ist für weiche Bindungen geeignet.
Co
Kobalt Co 30 %, 50 %, 56 %
Die Kobalt-Beschichtung verbessert die Retention des Diamanten. Des Weiteren wird durch das Kobalt die Oxidationstemperatur des Diamanten erhöht und die Sintertemperatur dadurch ausgedehnt.
Ni
Nickel Ni 30 %, 50 %, 56 %
Die Oberfläche dieser Beschichtungsart ist geglättet. Die Lebensdauer der Werkzeuge kann erhöht werden durch die extreme Retention zwischen Nickelschicht und Bindung. Die Beschichtung kann den Diamant vor dem Erodieren schützen und gleichzeitig den Wirkungsbereich der Diamantkörner erhöhen, so dass die Schnittfähigkeit verbessert und der Energieverbrauch reduziert wird.
CNi
Nickel chemisch CNi 30 %, 50 %, 56 %
Die Oberfläche dieser Beschichtungsart ist geglättet. Die Lebensdauer der Werkzeuge kann erhöht werden durch die extreme Retention zwischen Nickelschicht und Bindung. Die Beschichtung kann den Diamant vor dem Erodieren schützen und gleichzeitig den Wirkungsbereich der Diamantkörner erhöhen, so dass die Schnittfähigkeit verbessert und der Energieverbrauch reduziert wird.
TiNiS
Nickel Spikey TiNiS 56 %, 70 %
Die Beschichtung mit Nickel (Spikes) vergrößert die spezifische Oberfläche (verbesserte Wärmeleitung) und erhöht dadurch die Haftung mit der Bindung. Dies kann bei entsprechender Wahl der Bindungssysteme die Lebensdauer des Werkzeuges sowie die Schnittfreudigkeit verbessern. Bevorzugte Verwendung in weichen Bindungen und niedrigen Sintertemperaturen.
Si
Silizium Si 2 %
Silizium-Beschichtungen erhöhen die thermische Belastbarkeit und die Verschleißfestigkeit, sie vermeiden die Zersetzungsfähigkeit des Eisens. Außerdem verstärkt das chemische Beschichten die Retention zwischen Bindung und Diamant.
Ti
Titan Ti 2 %
Die blasenfreie Titan-Schicht verhindert die Erosion von Eisen, Chrom und Wolfram bei hohen Temperaturen während der Werkzeugfertigung. Sie verbessert die Aufrechterhaltung von Bindung und Diamant, um das Ausbrechen der Körnung zu verhindern und die Lebensdauer der Werkzeuge zu erhöhen.
Die innovative Körnung für Anwendungen, bei denen bisher Diamant oder CBN eingesetzt wurde.
Die Vorzüge beider Materialien vereint in einer Körnung für eine höhere Abtragsleistung bei längeren Standzeiten.
CERATONIA DIAZON hat eine multikristalline Struktur, die durch eine permanente Selbstschärfung während des Schleifprozesses eine scharfe Schneidkante erhält und kontinuierlich neue Mikroschneidkanten erzeugt.
Normalerweise hat ein monokristalliner Diamant eine makrokristalline Struktur und bricht in großen Stücken, daher ist der Einsatz bei keramischen Bindungen, Kunstharzbindungen sowie Honwerkzeugen ideal gegeignet.
Korngrößen | |
| FEPA | U.S. Standard Mesh |
| D 251 | 60/70 |
| D 231 | 70/80 |
| D 181 | 80/100 |
| D 151 | 100/120 |
| D 126 | 120/140 |
| D 107 | 140/170 |
| D 91 | 170/200 |
| D 76 | 200/230 |
| D 64 | 230/270 |
| D 54 | 270/325 |
| D 46 | 325/400 |
| D 35 | 400/500 |