CERADRESS CVD - Einsatz in rotierenden Abrichtwerkzeugen
CERADRESS CVD wird in stehenden und rotierenden Abrichtwerkzeugen eingesetzt. Besonders gute Ergebnisse wurden beim Abrichten von Schleifscheiben weicher und mittlerer Härte erzielt. Rotierende Abichtwerkzeuge kommen in allen Bereichen der Großserienproduktion zum Einsatz.
Besonders in stark beanspruchten Bereichen der Abrichtrollen wird durch den Besatz mit CERADRESS CVD die Standzeit erhöht.
Rotierende Diamantwerkzeuge können durch den Einsatz von CERATONIA Naturdiamanten oder synthetischen Diamantkörnungen in gestreuter oder handgesetzter Anordnung – in Verbindung mit einer verschleißfesten Sinterbindung oder galvanischer Bindung gezielt an die Bearbeitungsaufgaben angepasst werden.
Mit CERADRESS CVD bestückte Formrollen ermöglichen es, durch die beim Abrichtden gewählten Parameter den Schleifprozess und die erreichbaren Oberflächenqualitäten zu optimieren. Entscheidend ist die Auslegung wie zum Besipiel Geometrie und Diamantanteil der CERADRESS CVD Belegung einer Formrolle für die jeweilige Abrichtaufgabe.
Über die Positioniereung bzw. Orientierung der CERADRESS CVD Abrichtstäbchen im Werkzeug und deren Auswirkung auf die Standzeit sprechen wir gerne mit Ihnen persönlich.
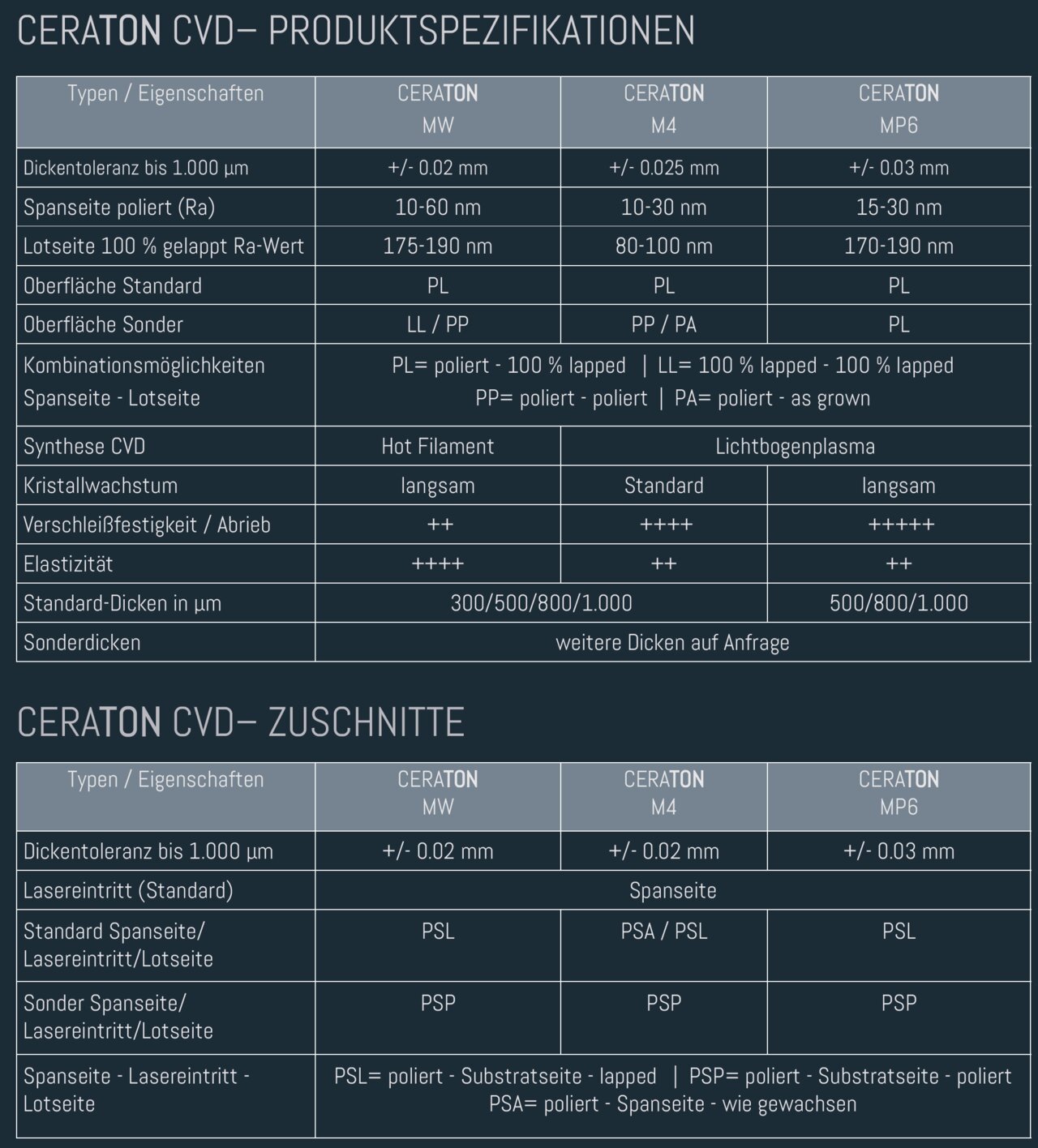
CERATON CVD
Die bewährten CVD-Diamantschneidstoffe für die Zerspanung, auch im unterbrochenen Schnitt und für Verschleißteile
CERATON ist generell für die Bearbeitung von NE-Materialien geeignet, die auch mit CERADITE PKD bearbeitet werden können. Auch Anwendungen, die aufgrund der hohen Anforderung an die zu erzielende Oberfläche den Einsatz von Einkristall (synthetischem oder Natur) erfordern, wurden schon mit CERATON CVD erfolgreich bewältigt. Dort, wo CERADITE PKD keine ausreichende Standzeit erzielt, wie bei der Zerspanung von Werkstoffen mit hoher Abrasivität im Drehen und Fräsen, empfiehlt sich der Einsatz von CERATON CVD.
Die CERATON CVD Diamant-Dickschicht bietet ein hohes Potential bei der Trockenzerspanung von NE-Materialien. Die Reibungskoeffizienten von PKD im Vergleich zur CVD-Dickschicht liegen bei AlSi-Legierungen bei μ=0.20 zu μ=0.08 und bei Aluminiumbronze μ=0.15 zu μ=0.10. Gegenüber einer auf Hartmetall aufgedampften Diamantbeschichtung liegt die CERATON CVD-Diamant-Dickschicht sogar um den Faktor 3 bis 4 niedriger. In die Spanfläche von Schneiden lassen sich, wie bei CERADITE PKD, auch Spanleitformen mittels Laser einbringen. Hierbei wird meist die Schichtdicke von 800μ oder 1.000μ eingesetzt.
Die Oberflächen der CERATON CVD Blanks oder Zuschnitte sind poliert oder matt lieferbar. In der Zerspanung wird diese meist poliert und in Verschleißschutzanwendungen oft matt eingesetzt. Die Absprache erfolgt mit dem Werkzeughersteller - je nach Anforderungen der Anwendung.
Seit dem Jahr 2004 hat sich unser CERATON MW als beste und universellste Type erwiesen, ob im Drehen, im unterbrochenen Schnitt im Kugelkopffräser oder in der Fräswendeplatte. Im Fokus der Weiterentwicklung stand die permanente Verbesserung der Konstanz und Homogenität der Materialeigenschaften, so daß die Chargen mit optimaler Gleichmäßigkeit produziert werden und entsprechend verlässlich die Zerspanungsleistung erbringen. Diese Produktqualität macht CERATON CVD heute sicherlich zum meistverwendeten CVD-Schneidstoff der Industrie.
Wenn CVD statt CERADITE PKD dann CERATON MW.
Die freistehenden Schichten sind abgeleitet, wie traditionell bei CERADITE PKD, meist als 500μ-Schicht im Einsatz. Die Schicht mit 800μ oder 1000μ stellt für Anwendungen, die erhöhte Anforderungen an die Wärmeableitung stellen, eine bessere Alternative dar. Ebenso besteht dann die Möglichkeit der Einbringung von Spanleitformen durch den Werkzeughersteller möglichst nah an der Schneidkante. Auch lässt sich die Diamantschicht leichter lasern als die HM Trägerschicht, was die Einbringung der Freiwinkel erleichtert - sofern die Werkzeugfertigung mit Laser arbeitet. Bei einer dickeren Schicht wird der Schleifaufwand natürlich höher.
Grundsätzlich kann CERATON CVD ähnlich wie Naturdiamant oder synthetische Einkristalle verarbeitet werden. Zur Befestigung auf dem Hartmetallträger empfiehlt sich das Löten im Hoch-Temperatur- Vakuum unter Verwendung von Aktivlot. Die feinkörnige Gegenseite (<1μ) wird, als spätere Spanfläche, in poliertem Zustand geliefert. Eine Bearbeitung mittels Funkenerosion ist nicht möglich, da CERATON CVD als reiner Diamant nicht elektrisch leitfähig ist. Besonders die Verwendung von Lasern zur Endbearbeitung der Schneidkante erfordert keine elektrische Leitfähigkeit und lässt eine hervorragende Scheidkantenqualität erzielen, ohne Schleifvorgang.
Die Korngröße der Substratseite - welche später in Zerspanungswerkzeugen zur Schneidkante wird - liegt unter 1μ. Im Vergleich zu CERADITE PKD CD F1 mit 0.5 - 0.8 μ durchschnittlicher Korngröße, zeigt die Schneidkante von CERATON CVD MW eine wesentlich geringere Schartigkeit.
Auf der gegenüberliegenden Seite (Wachstumsseite) liegt die Korngröße der säulenförmigen Kristalle bei 20μ. Die “tieferen Schichten” leiten somit die Kräfte gut ab. Es vereinen sich also die hohe Stabilität gegen Impuls und Verschleiß von feinem CERADITE PKD (gute Oberfläche) mit denen groberer Korngröße (hohe Standzeit). Auch die Diamantdichte, die in CERADITE PKD der Type M (Mischkorn) verwendet wird, liegt bei CERATON CVD in der Natur des Produktes: 99,x % Diamant
Direkte Kristallverbindungen und Reinheit bewirken neben geringer Neigung zu Ausbrüchen auch unschlagbare Resistenz gegen chemischen Verschleiß. Die äußerst hohe Härte von 83 GPa liegt ca. 60 % über der von den gängigen Sorten von CERADITE PKD (50 GPa) und über der von Naturdiamant (56-102 GPa je nach Orientierung des Einkristalls). Die thermische Leitfähigkeit entspricht der von Naturdiamant (siehe Tabellen). Die Qualität der Werkstück-Oberfläche sowie die Standzeiten übertreffen wesentlich die von CERADITE PKD. Mit CERATON CVD bestückte Werkzeuge sind wesentlich preisgünstiger als die mit synthetischem Einkristall. Einschlüsse wie z. B. bei dotiertem CVD würden zwar die elektrische Leitfähigkeit erhöhen, aber die positiven Eigenschaften wie Härte, thermische Leitfähigkeit und Festigkeit reduzieren in Richtung PKD-Niveau. Daher gibt es hierfür keine sinnvolle Anwendung.
CVD bezeichnet das Herstellungsverfahren: Chemical-Vapour-Deposition. CERATON CVD wird bei Temperaturen um 1.200 °C im Vakuum hergestellt. Dem Wasserstoff wird Methangas zugesetzt woraus der Kohlenstoff entzogen und in Diamant verwandelt wird. Dies geschieht ohne Zugabe von metallischen Katalysatoren. An der Oberfläche eines Trägers (Substrat), über den das Gas strömt, keimen die Diamantkristalle und wachsen zu einer gleichmäßigen polykristallinen Diamantschicht mit zufälliger Orientierung der einzelnen Kristalle. Ein Lapp-, oder Polierprozess bringt die Rückseite (Wachstumsseite) auf die erforderliche Dickentoleranz.
Die Oberfläche der Substratseite wird für Anwendungen in der Zerspanung poliert. Die Rohplatten - oft als Blanks bezeichnet - trennen wir nach Kundenzeichnungen mit Laser in die gewünschten Formen.
Zusatzangaben hinter der Bezeichnung
Zur Übersicht unsere Zusatzangaben hinter der Bezeichnung der Abmessung bei CERATON CVD Zuschnitten:
1. Buchstabe (Substratseite)
P poliert
M matt
L geläppt
2. Buchstabe (Lasereintrittsfläche)
S gelasert von Substratseite
G gelasert von Wachstumsseite ( G=Growth Side)
(Bedingt durch den Schnittwinkel von 5 bis 7 Grad ist die Kantenlänge größer als die Nominalgröße am Laseraustritt.)
3. Buchstabe (Wachstumsseite)
(bei Rohplatten nur 2 Ziffern, denn die Angabe der Seite für den Lasereintritt entfällt)
A as grown - unbearbeitet
5 ca. 50 % angeschliffen
P poliert
L geläppt/matt
Beispiele für poliert, von Wachstumsseite gelasert (Wachstumsseite hier definiert):
P GA as grown - unbearbeitet
P G5 ca. 50 % angeschliffen
P GP poliert
P GL geläppt
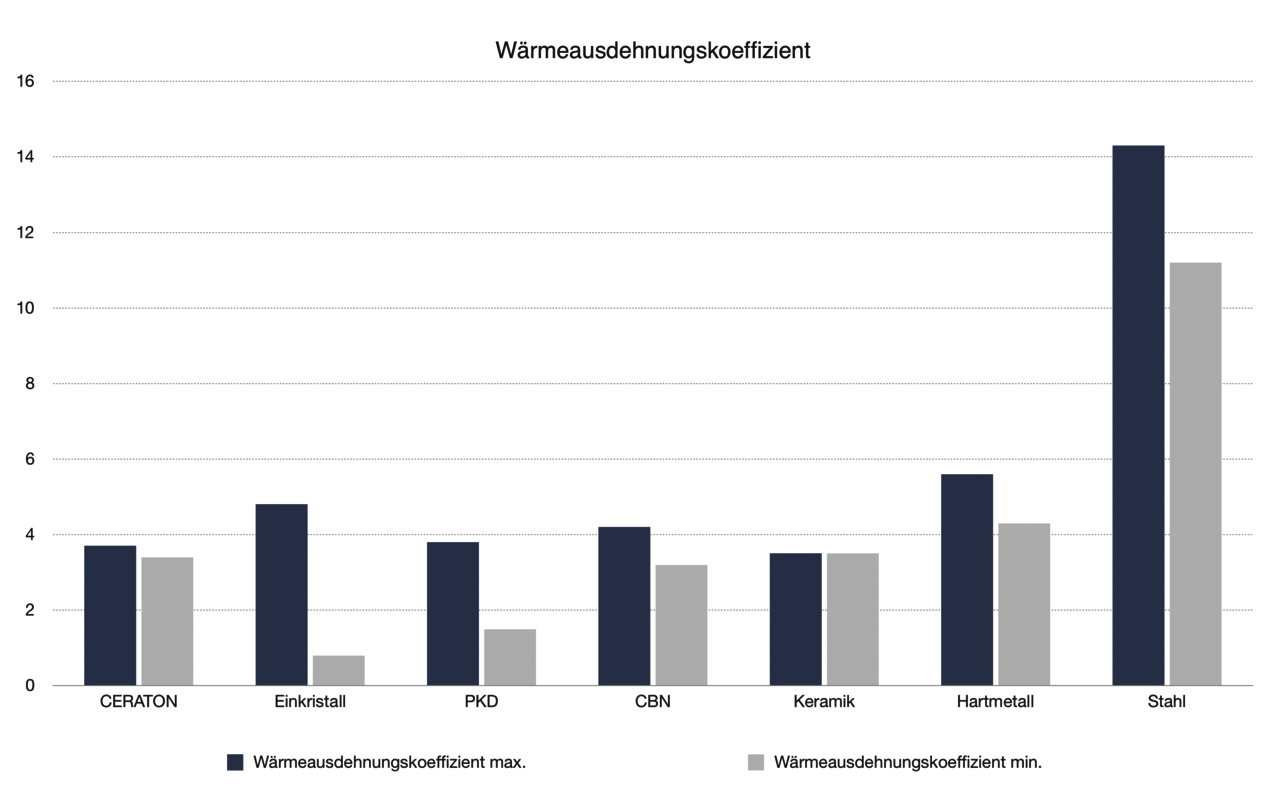
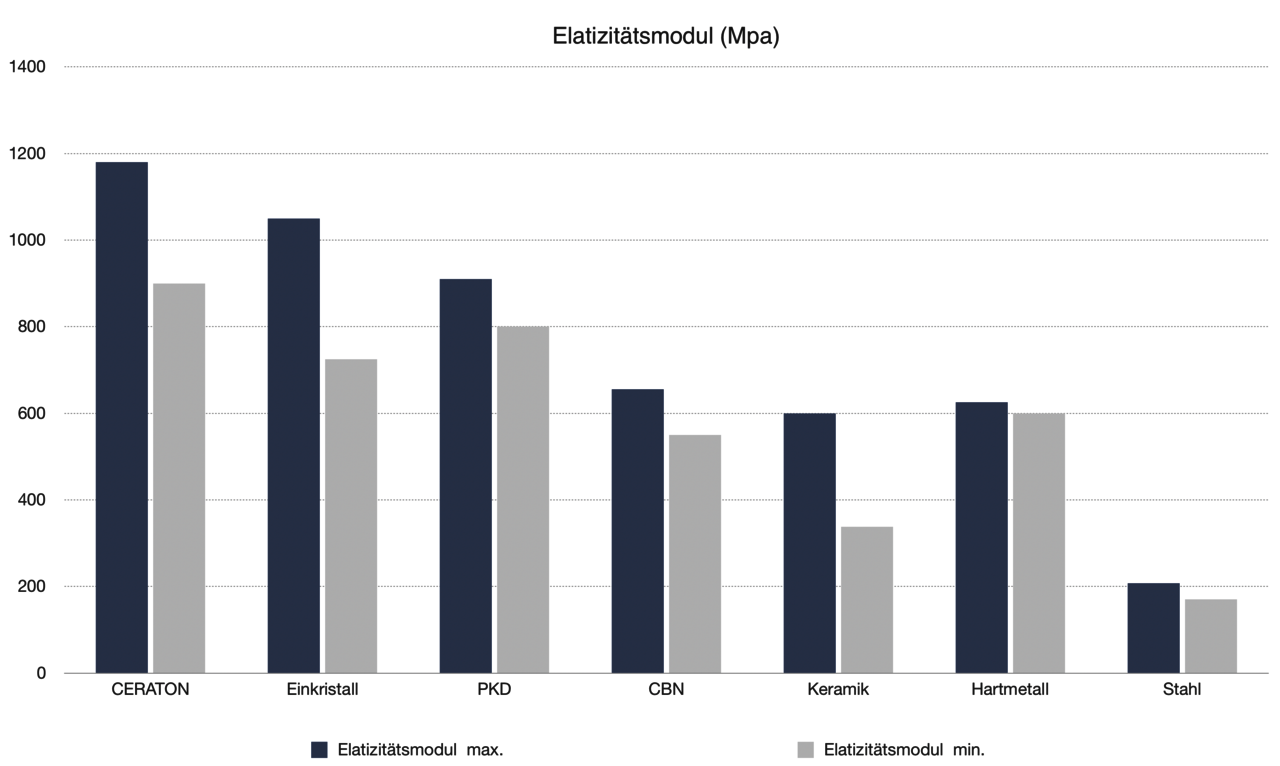
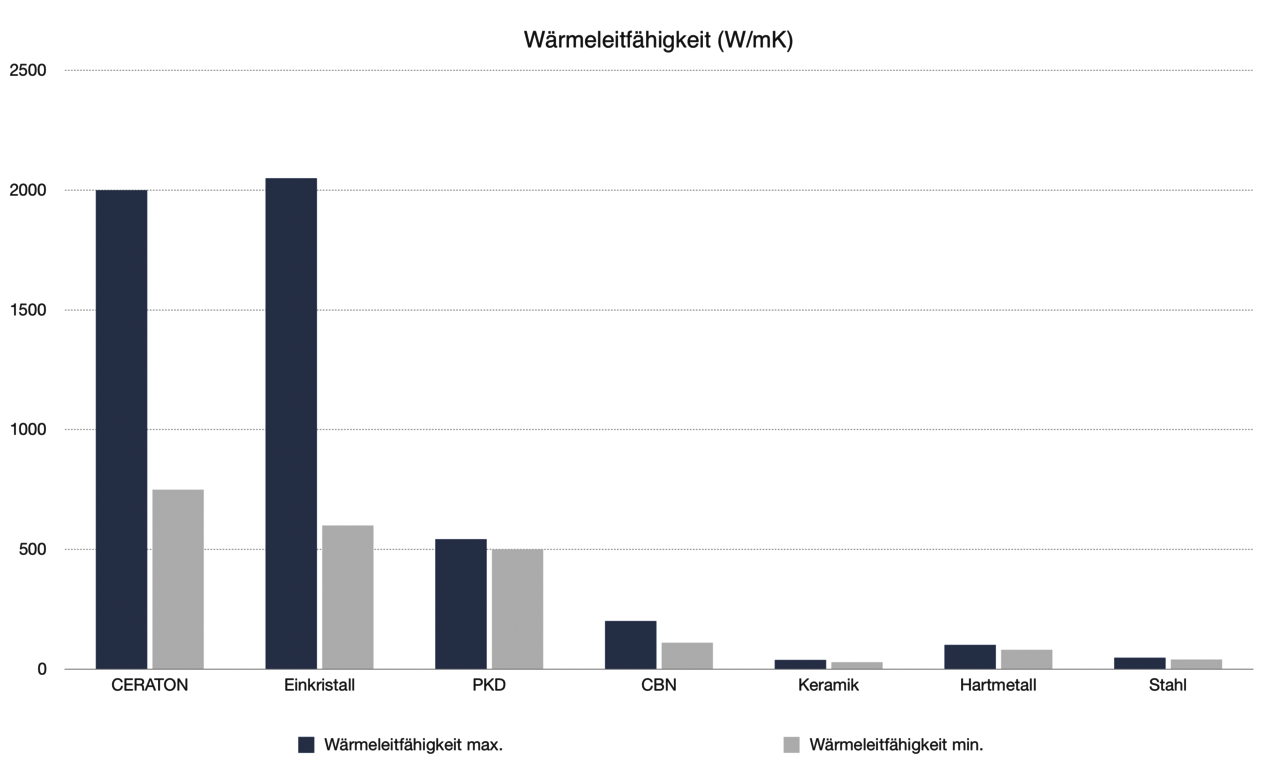
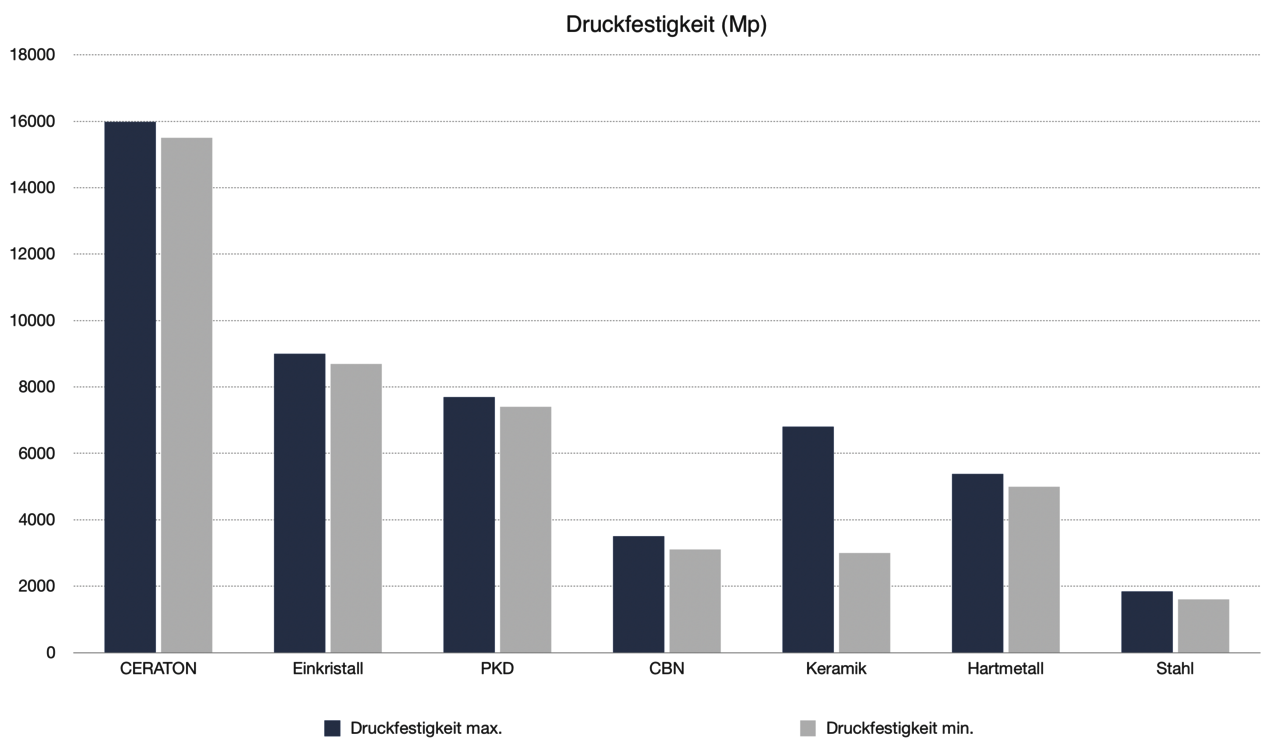
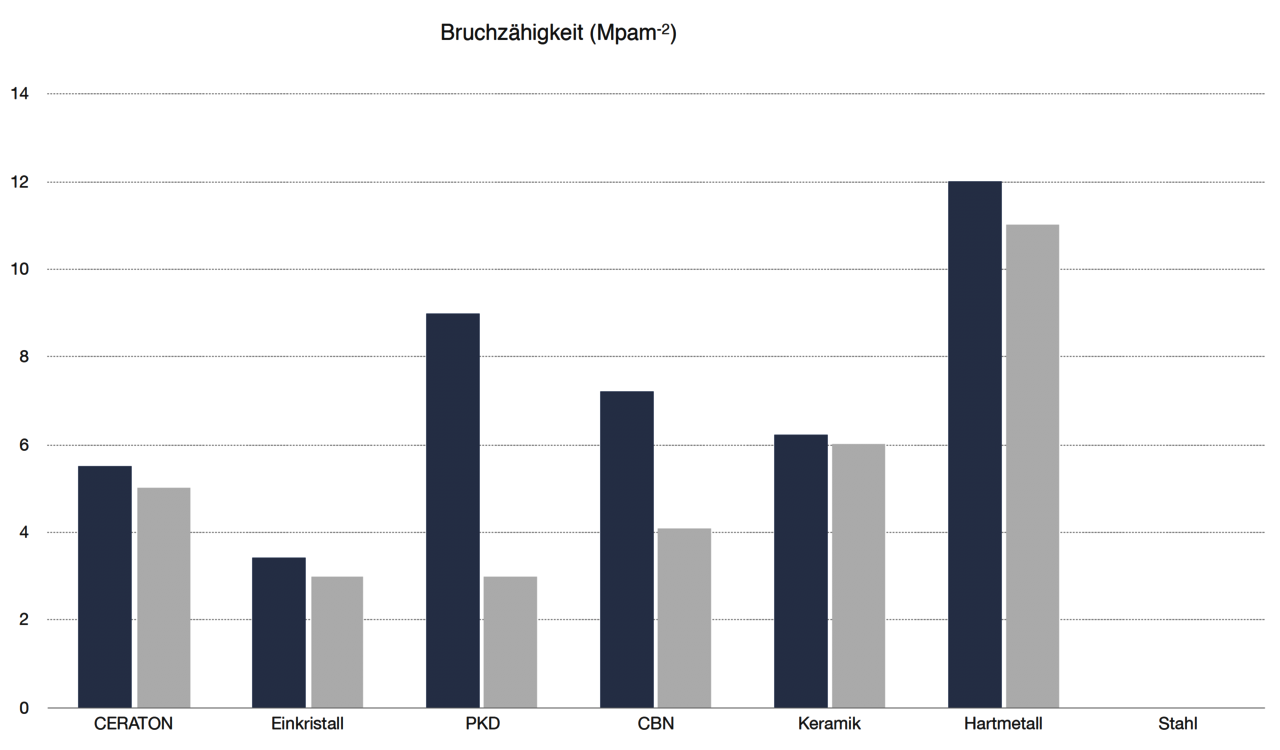
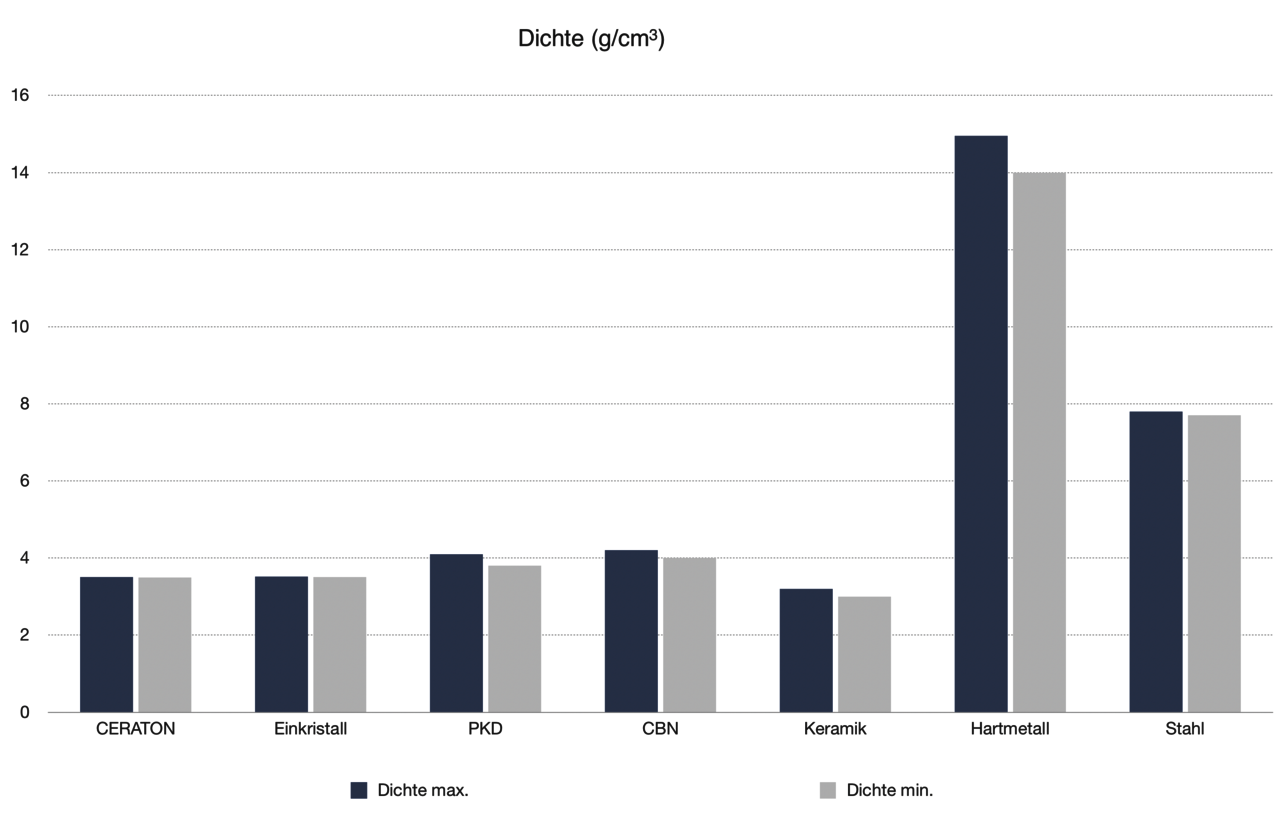
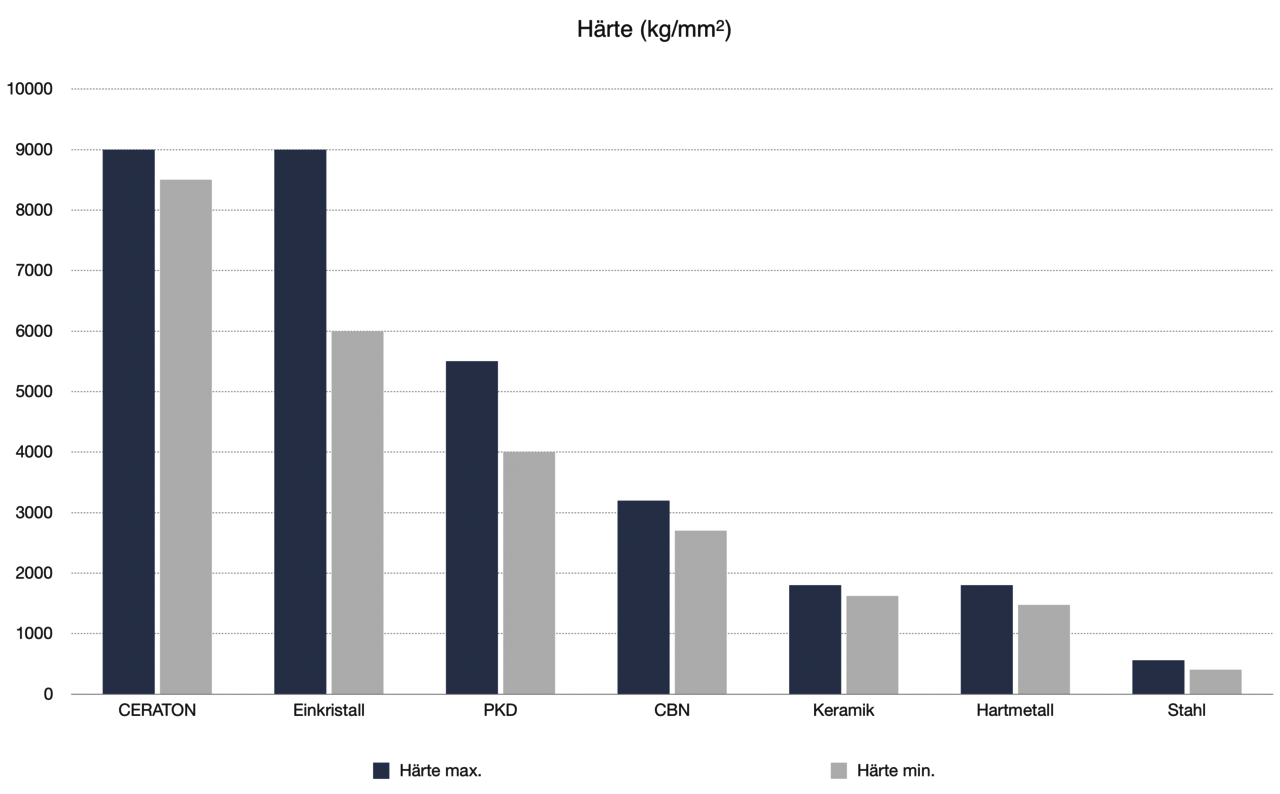
Die Tabellen zeigen Werte, die in der Literatur von Herstellern angegeben werden. Die beiden Balken pro Material entsprechen den jeweiligen Maximal- und Minimalwerten. Die Werte für „Einkristall“ stehen für synthetische Einkristalle und Naturdiamanten. Maximal und Minimalwerte ergeben sich auch aus den unterschiedlichen Orientierungsrichtungen beim Einkristall. Bei CERATON CVD sind die Kristalle zufällig orientiert.